| Finishing | ||||||||||||||||
| ↑High
SPEED |
|
|||||||||||||||
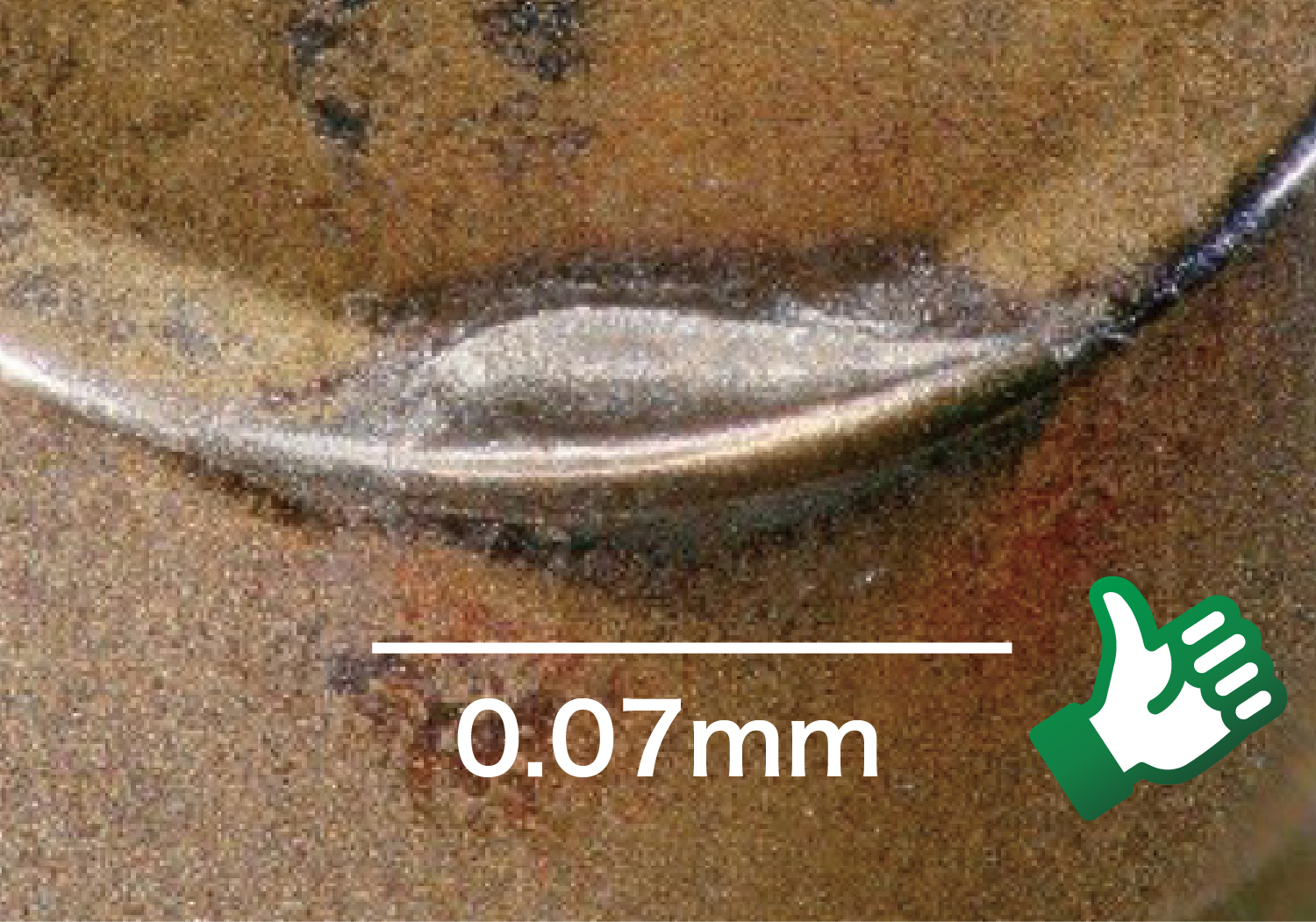
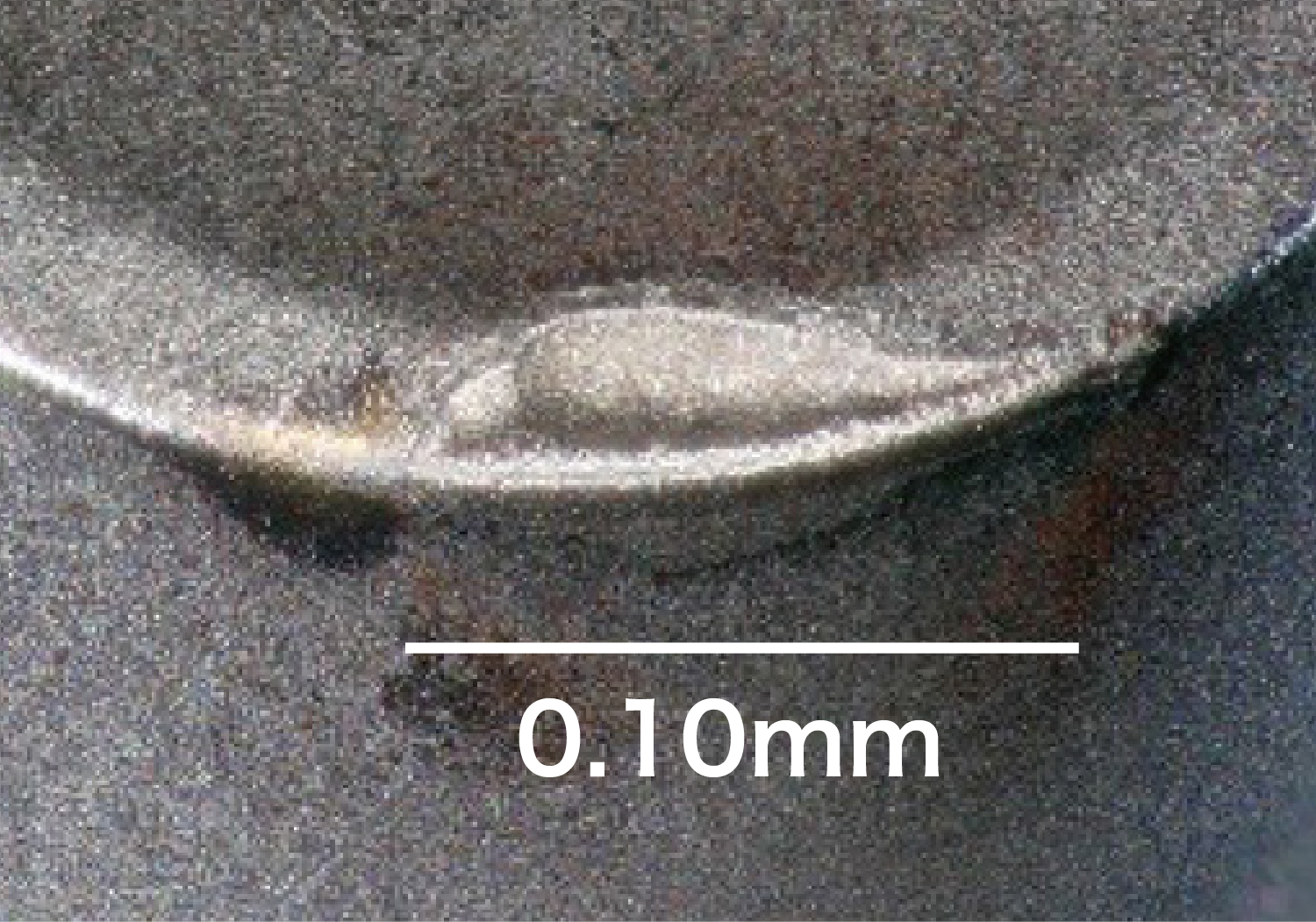
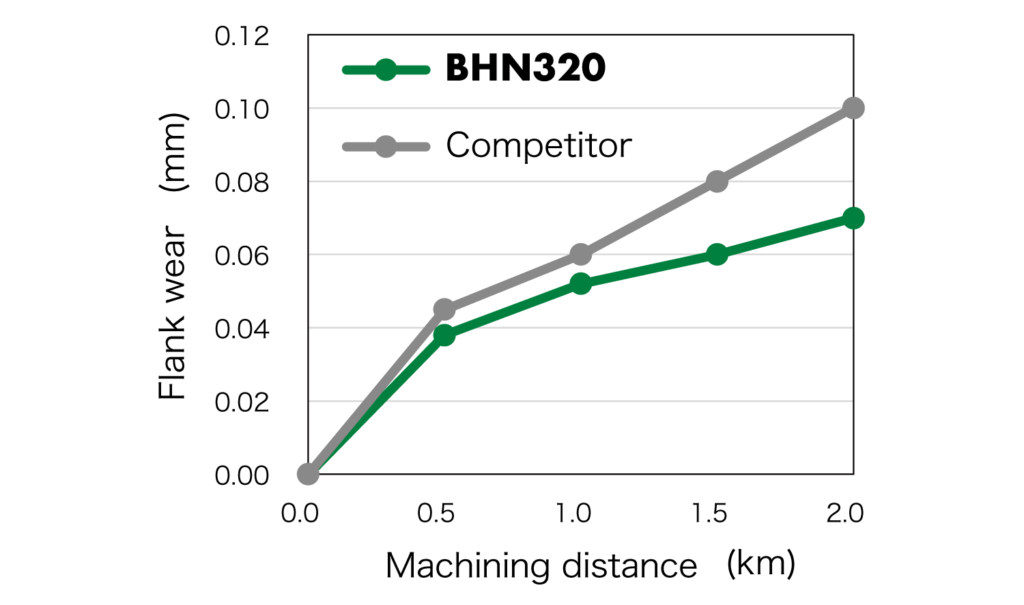
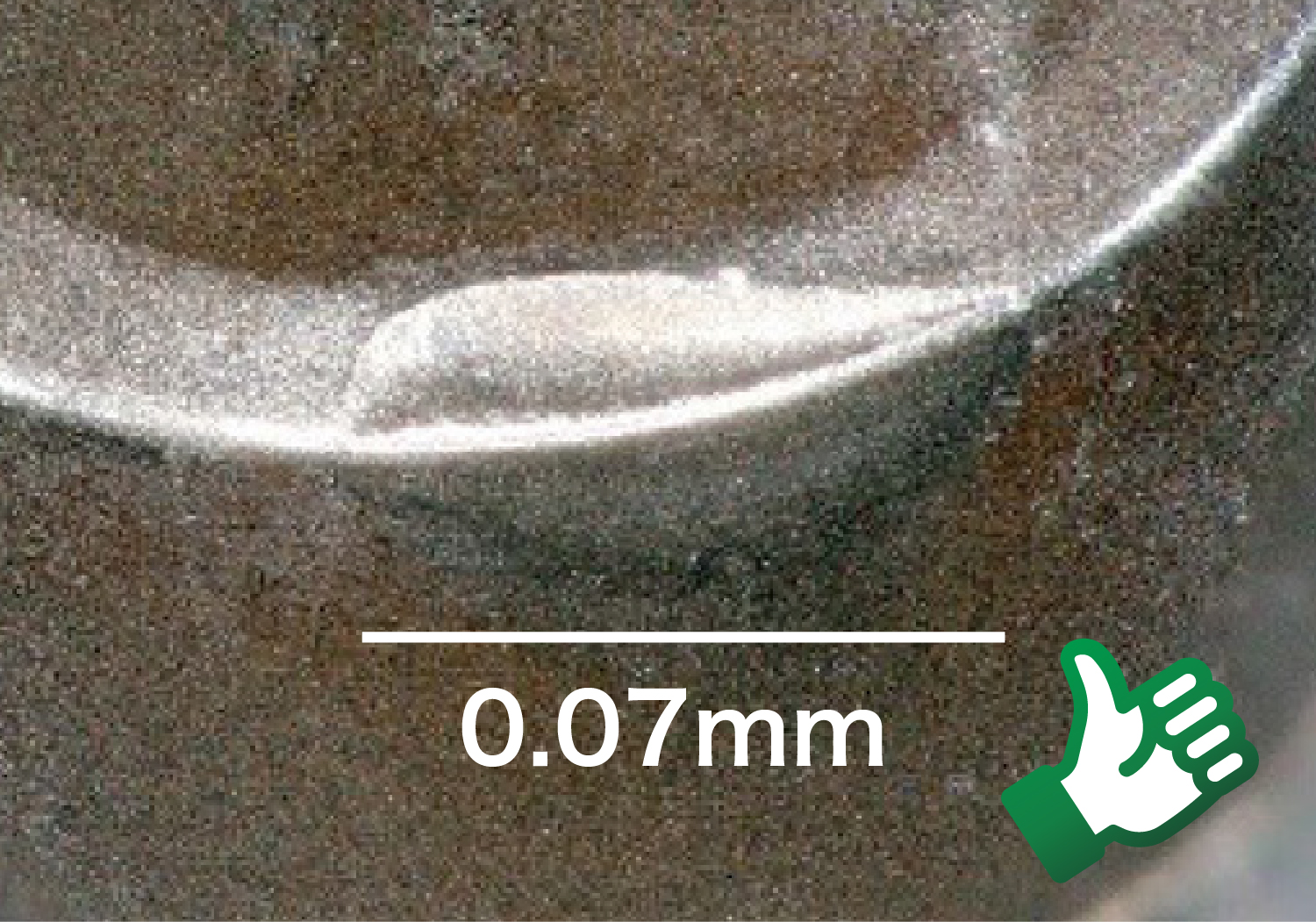
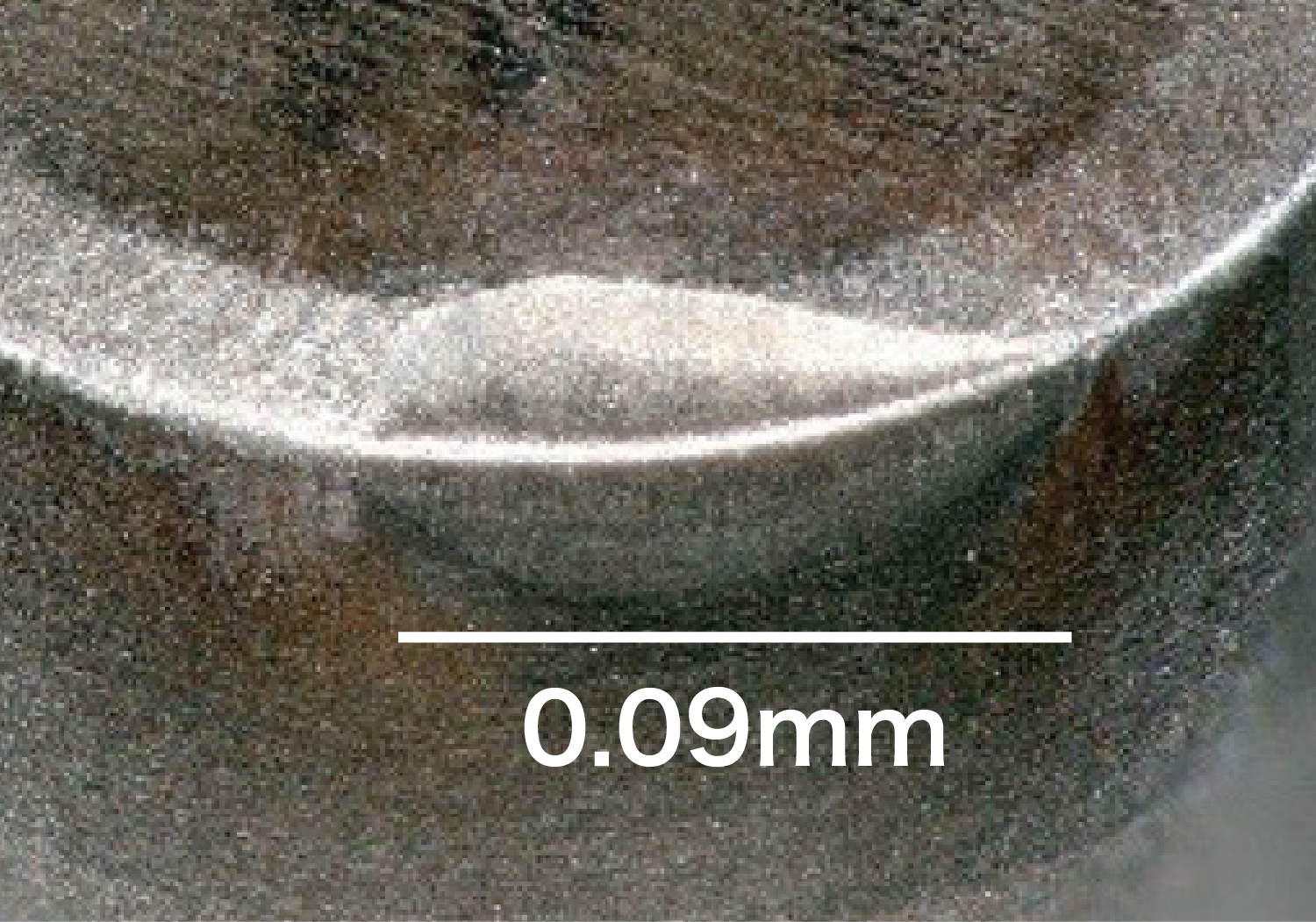
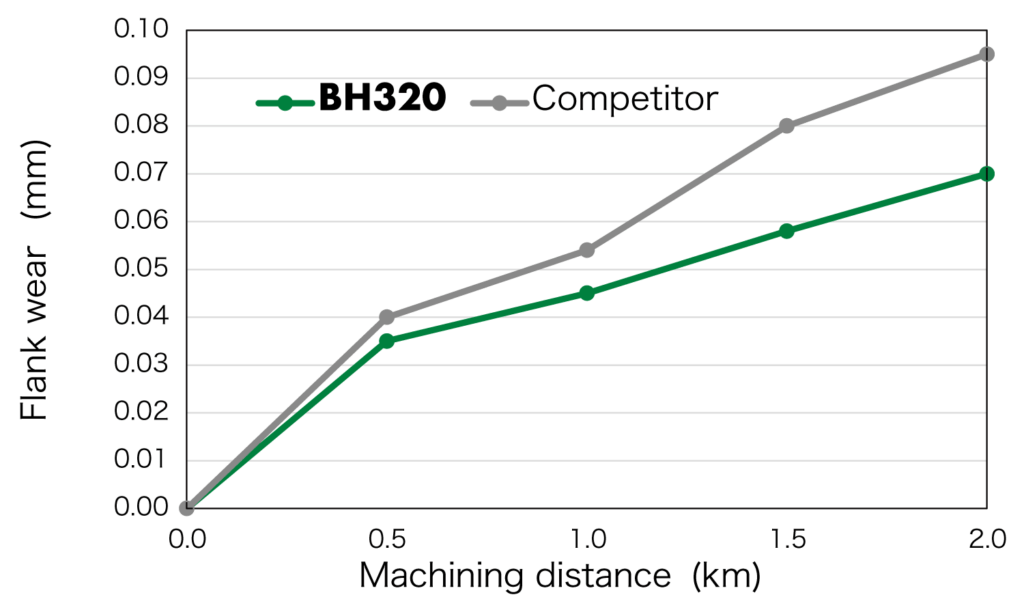
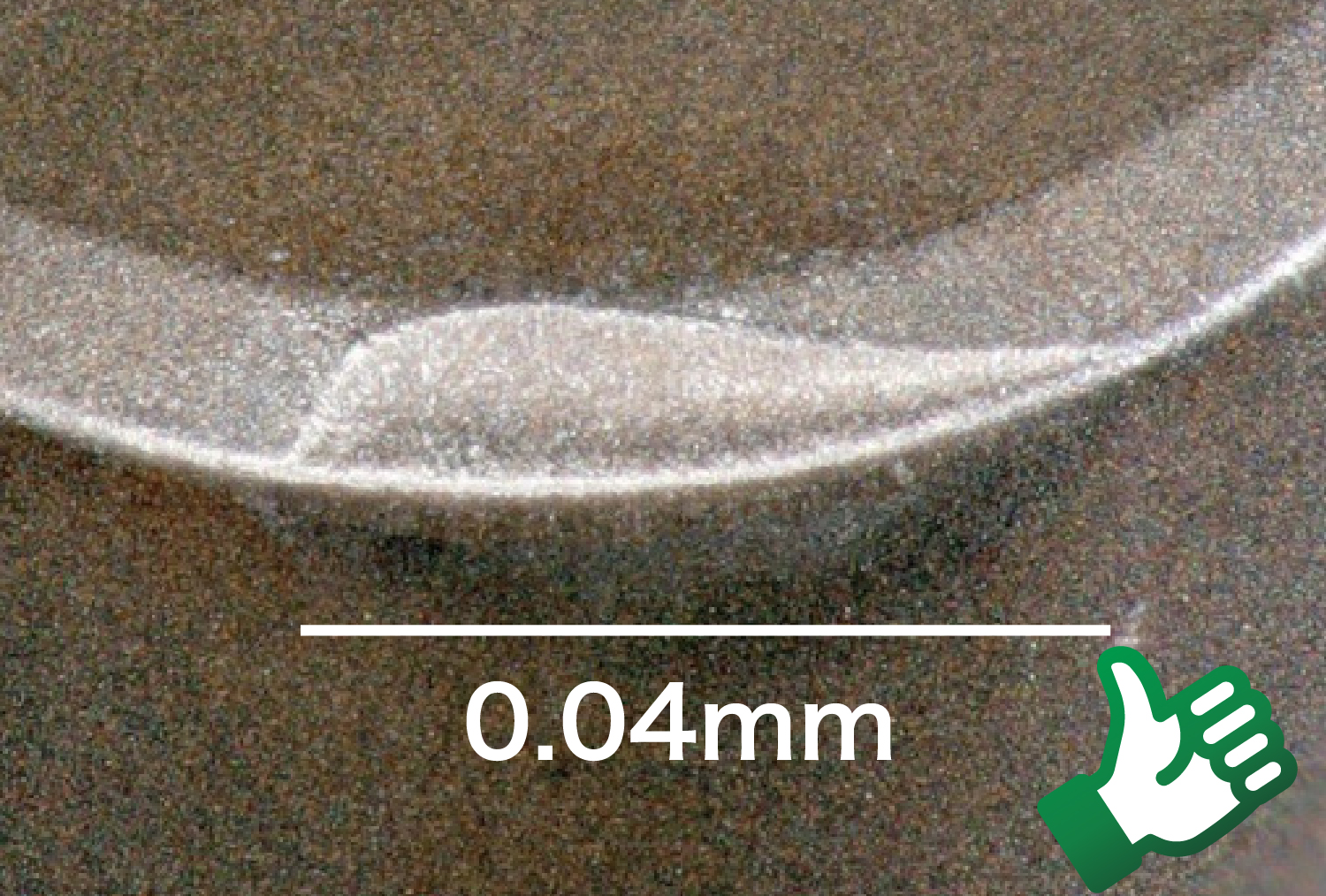
| BHN320 | Competitor |
|---|---|
 |
 |
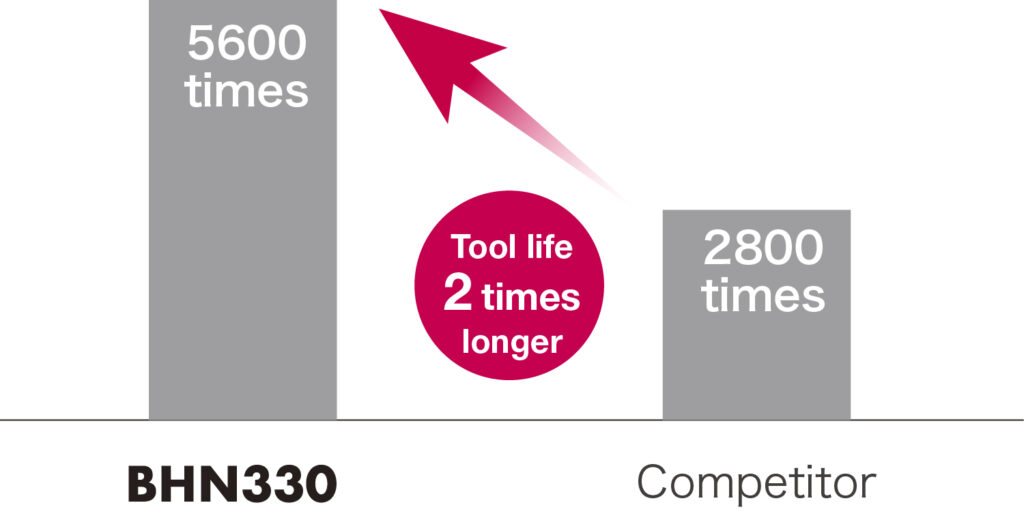
| BHN330 | Competitor |
|---|---|
 |
 |
| Number of impacts 2800 times | |
| BH320 | Competitor |
|---|---|
 |
 |
| BH330 | Competitor |
|---|---|
 |
 |
| BH330 | Competitor |
|---|---|
 |
 |
| Number of impacts 3500 times | |
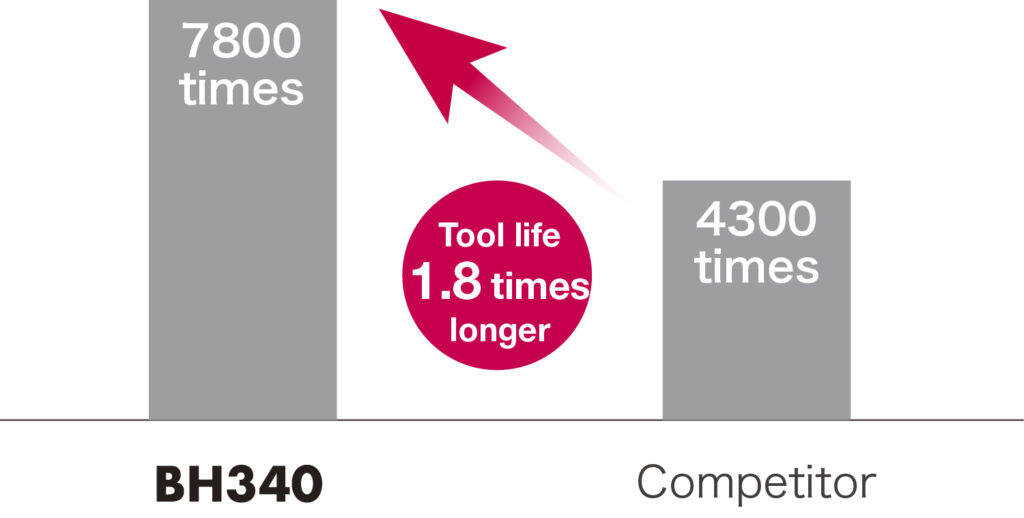
| BH340 | Competitor |
|---|---|
 |
 |
| Number of impacts 4300 times | |
| ISO | Interruption length | Coolant | Grade | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
Hard Turning Finish (Continuous) | WET | BHN320 | 100 ~ 300 330 ~ 1000 | ~ 0.5 ~ .020 | ~ 0.2 ~ .008 |
| BH320 | 100 ~ 250 330 ~ 800 | ~ 0.5 ~ .020 | ~ 0.2 ~ .008 | |||
| Hard Turning Finish (Mid-Interrupt) | DRY | BHN330 | 75 ~ 225 250 ~ 740 | ~ 0.5 ~ .020 | ~ 0.15 ~ .006 | |
| BH330 | Max 180 Max 590 | ~ 0.5 ~ .020 | ~ 0.15 ~ .006 | |||
| Hard Turning Finish (Interrupt) | BH340 | 50 ~ 150 160 ~ 500 | ~ 0.5 ~ .020 | ~ 0.1 ~ .004 |
| Automotive component | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BHN320 |
400 pcs / corner |
|
| Competitor’s CBN |
200 pcs / corner |
|
| Automotive component | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| BH340 |
140 pcs / corner (Improved stability) |
|
| Competitor’s CBN |
100 pcs / corner (Not stability) |
|