
 Roughing to finishing of ductile cast iron & gray cast iron| Coated Silicon Nitride Ceramic
Roughing to finishing of ductile cast iron & gray cast iron| Coated Silicon Nitride Ceramic
Covers roughing to finishing operations
An extremely tough material and CVD coating combine to achieve excellent fracture and wear resistance
Achieve long tool life even at a low cutting speed (Vc = 300m/min) due to the CVD coating
Product video
Features
- The combination of an extremely tough grade with a CVD coating achieves excellent fracture resistance and wear resistance
- Lighter edge preparations reduce tool pressure
- Excellent for finishing operations
Tooling application
Ductile / Gray cast iron
Turning/Milling
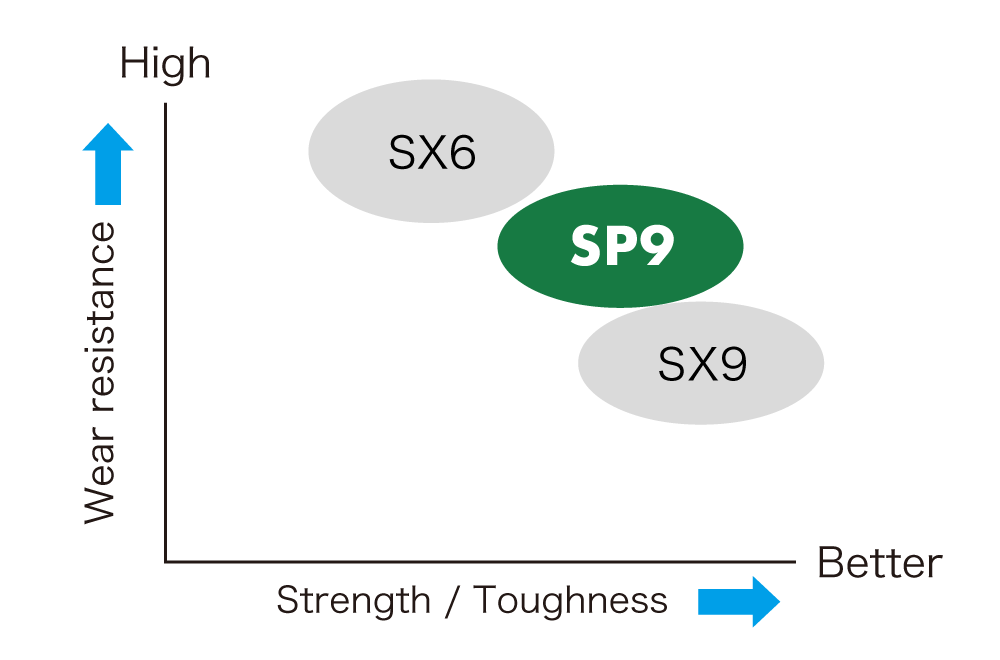
Grade characteristics
Cutting conditions
Scroll the table →
| Grade | Material | Operation type | Machining | Cutting speed (m/min) | Feed(mm/rev) | DOC(mm) | Coolant |
|---|---|---|---|---|---|---|---|
| SP9 | Gray cast iron | Turning | Turning Roughing ~ Finishing | 350 - 800 | 0.3 - 0.6 | -3.5 | DRY |
| Ductile cast iron | 250 - 550 | 0.15 - 0.4 | -3.0 | DRY | |||
| Gray cast iron | Milling | Milling Roughing ~ Semi-Finishing | 350 - 700 | 0.07 - 0.25 | -6.0 | DRY | |
| Ductile cast iron | 400 - 800 |
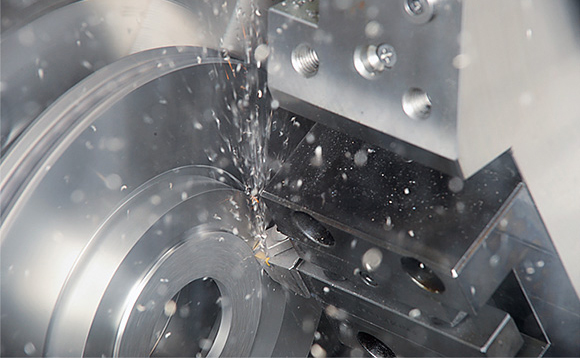
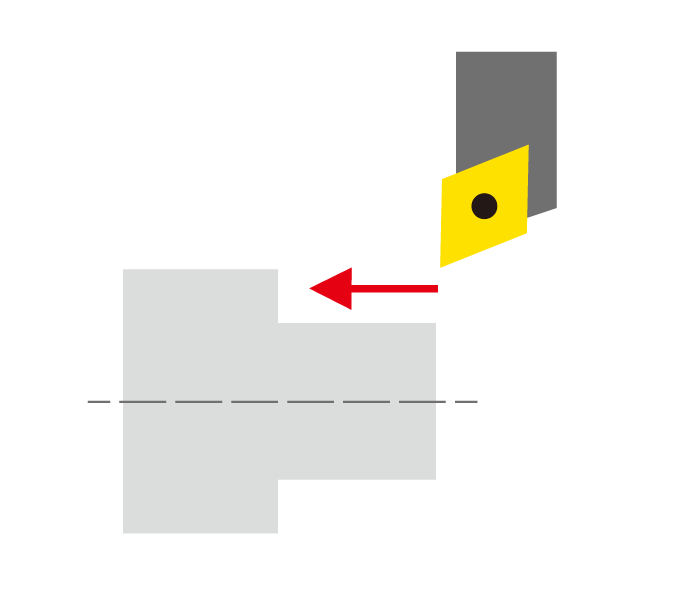
Gray cast iron rough turning application
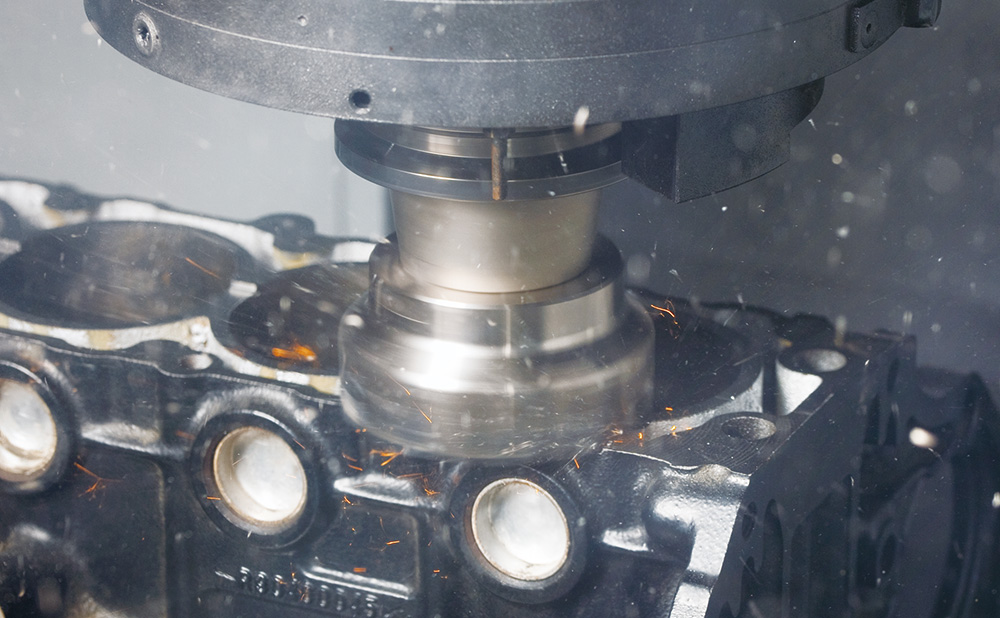
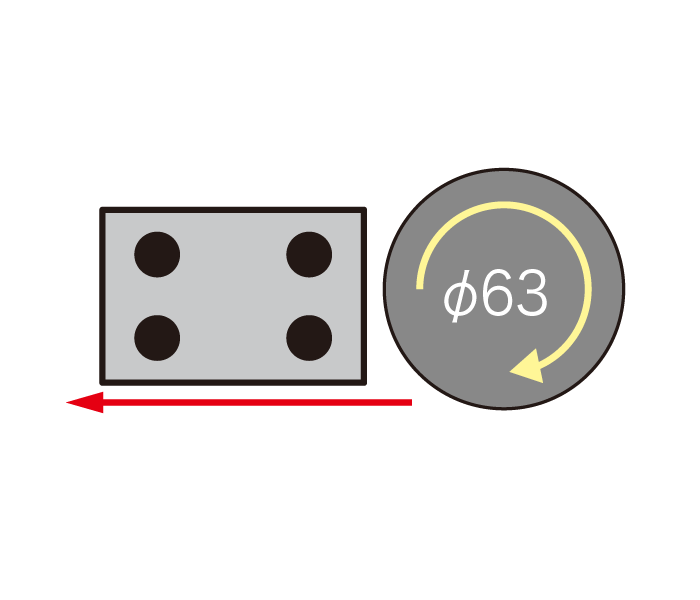
Gray cast iron milling application
Case study
| Differential case | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SP9 | C/T 30 seconds / part |
|
| Competitor’s CVD coated carbide | C/T 60 seconds / part |
|
- SP9 machined at a higher speed than the competitor's CVD coated carbide and reduced cutting time by 50%.
| Auto parts | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SP9 | 1,300 pcs/ corner |
|
| Competitor's silicon nitride ceramic | 800 pcs/ corner |
|
- SP9 achieved 1.6 X higher tool life than the competitor's ceramic.
Tool lineup
Other recommended products
-
HC6For machining ductile cast iron| TiC ceramic + alumina
Specialized ceramic for finishing ductile iron
-
B5K/B52CBN grades for finishing ductile cast iron| Coated (B5K) / Un-coated (B52)
Best CBN grades for high-speed finishing of ductile cast iron
-

CP1Roughing gray cast & ductile cast iron / CVD coated carbide
CVD coated carbide grade ideal for roughing
-
SX6Exceptional wear resistance for rough machining of gray cast iron| Silicon nitride ceramic
First recommendation for roughing gray cast iron
Useful information
 Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert〔 Milling roughness to semi-finishing of heat-resistant alloys 〕 Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕
Points for maximizing the performance of ceramic insert 〔 Rough to semi-finish turning of heat-resistant alloys 〕 Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics
Tips for effectively cutting nickel-based alloys by knowing the material’s characteristics How to Make Ceramic Cutting Tools from Scratch
How to Make Ceramic Cutting Tools from Scratch