耐热合金从粗加工到半精加工 | BIDEMICS
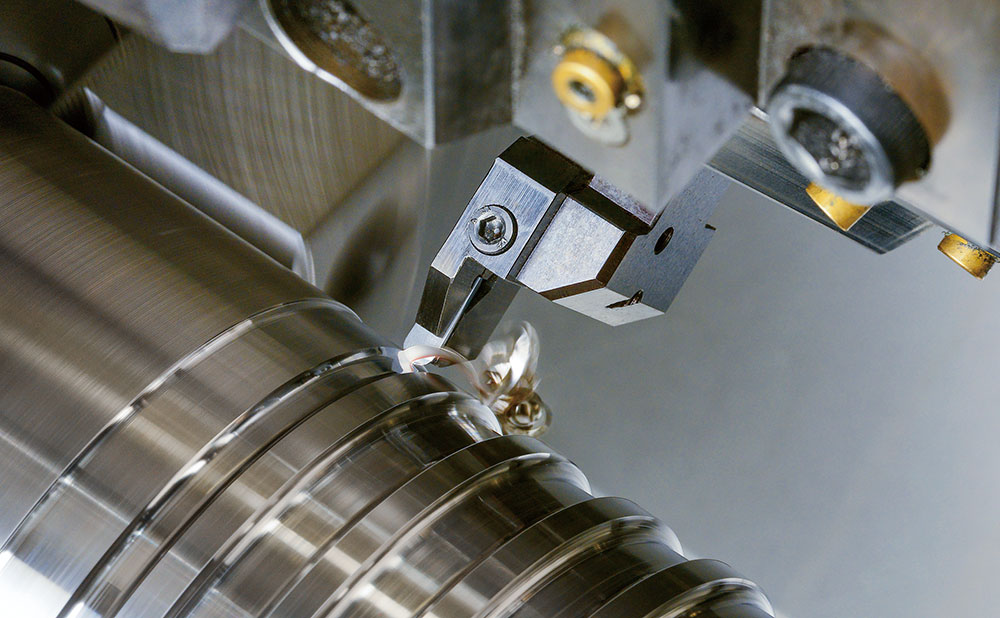
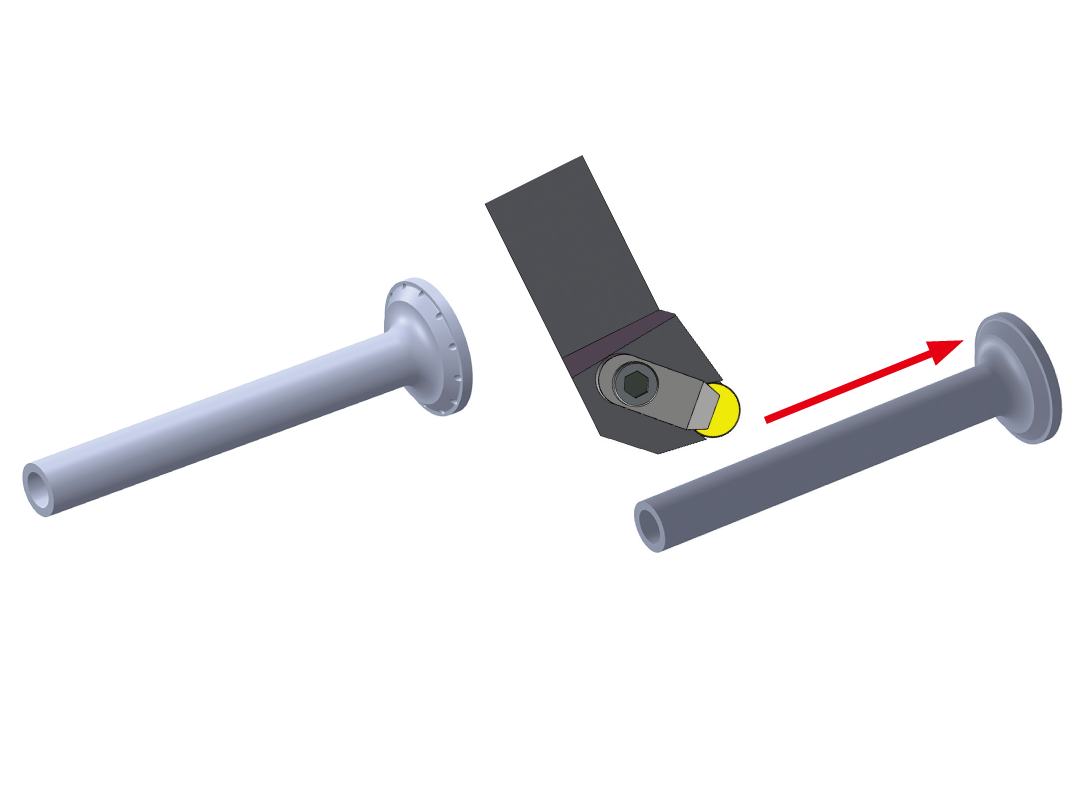
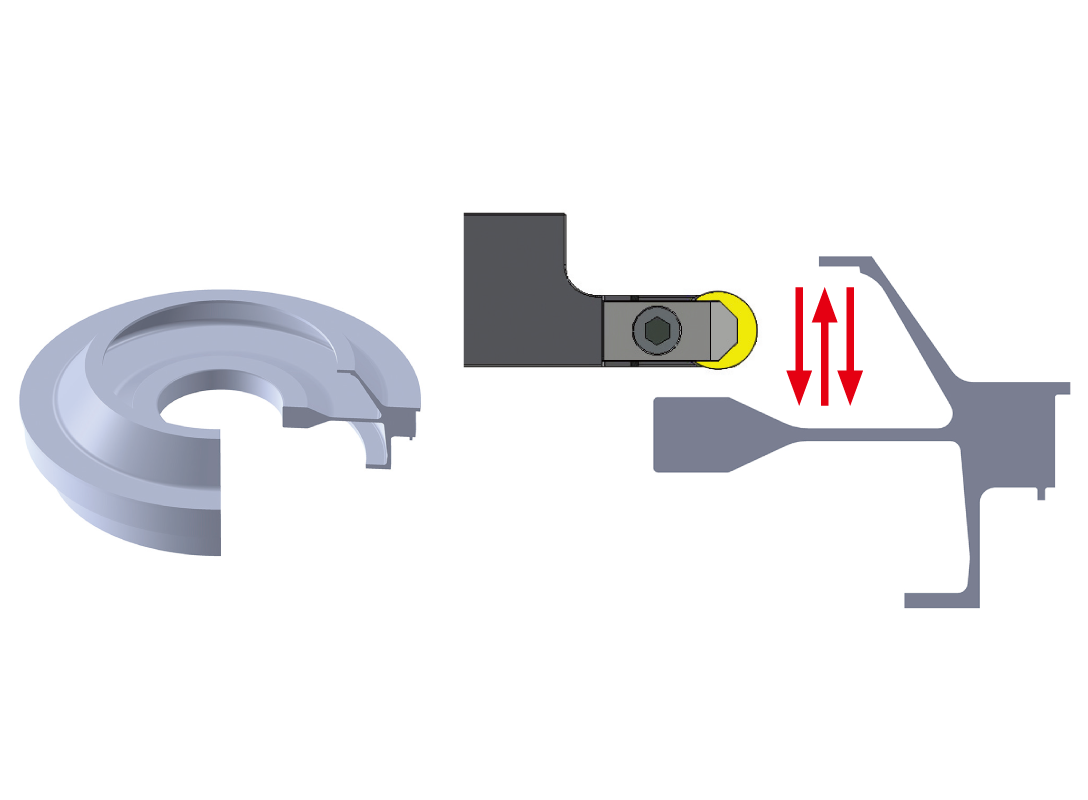
精加工 耐热合金车削/开槽/仿形/粗加工到半精加工
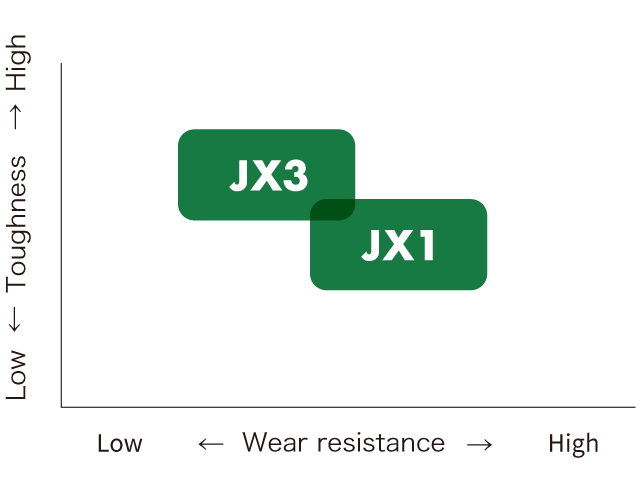
刀具寿命长JX1 结合了强度和出色的导热性,与晶须陶瓷相比性能更佳。
在与晶须陶瓷刀片相同的参数下运行时,BIDEMICS 的性能优于晶须陶瓷刀片,刀具寿命显著提高。
更快的速度BIDEMICS 具有出色的材料特性,可实现高速加工。
JX1 的切削速度提高了一倍,从而提高了生产率,并且无需为提高产量进行资本投资。
可加工多种耐热合金JX1/JX3 的独特材料特性使其能够加工难以切割的材料,如最近在市场上越来越常见的高镍/高钴/粉末金属/耐热合金。
在加工耐热合金时,切屑通常是连续的,但在较高的切削速度下,切屑很容易断裂。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告