Machines through scale on heat resistant alloys | Sialon ceramic
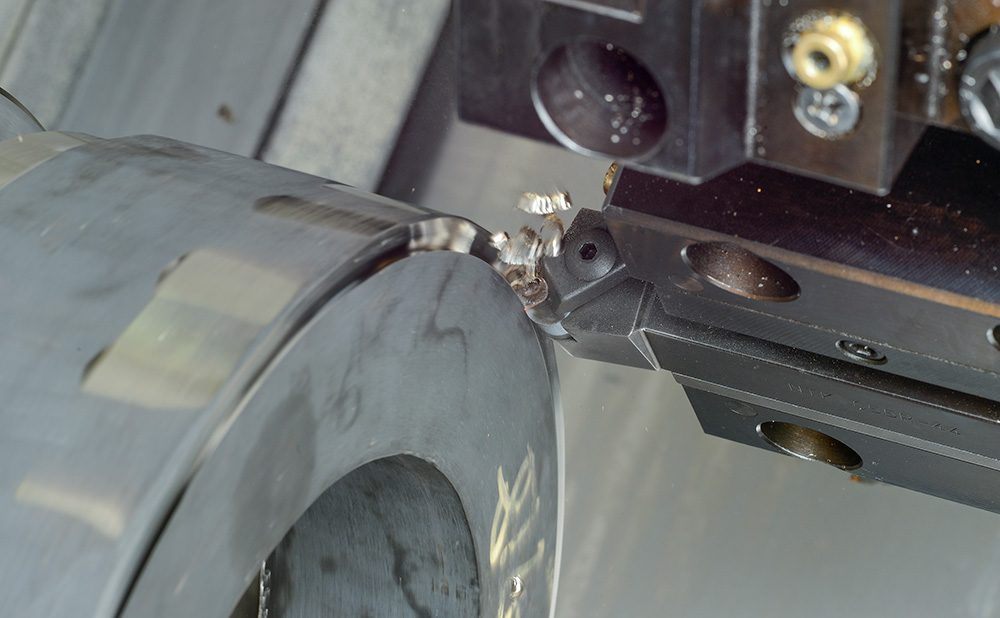
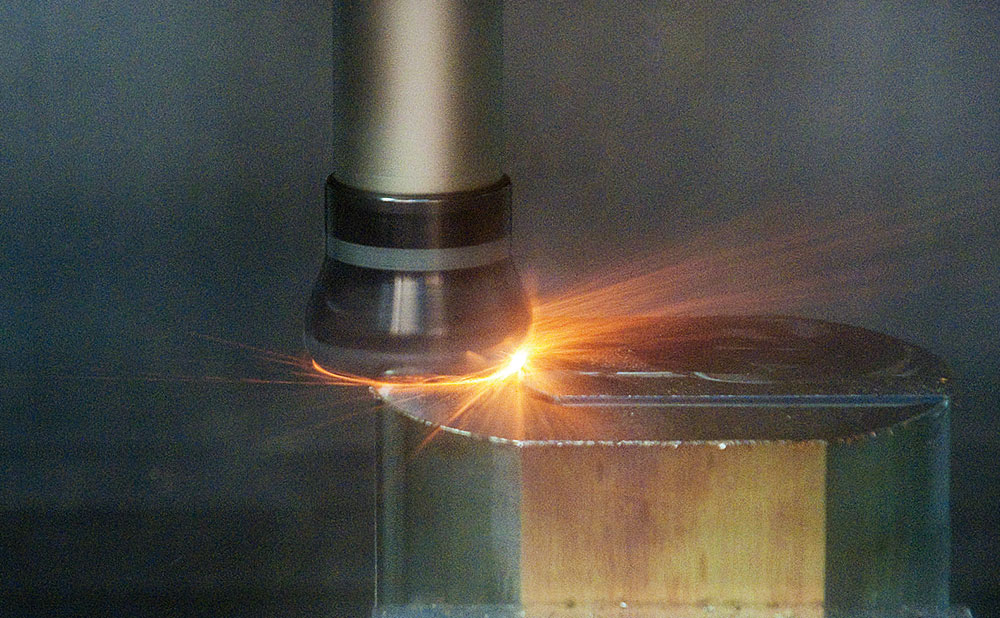
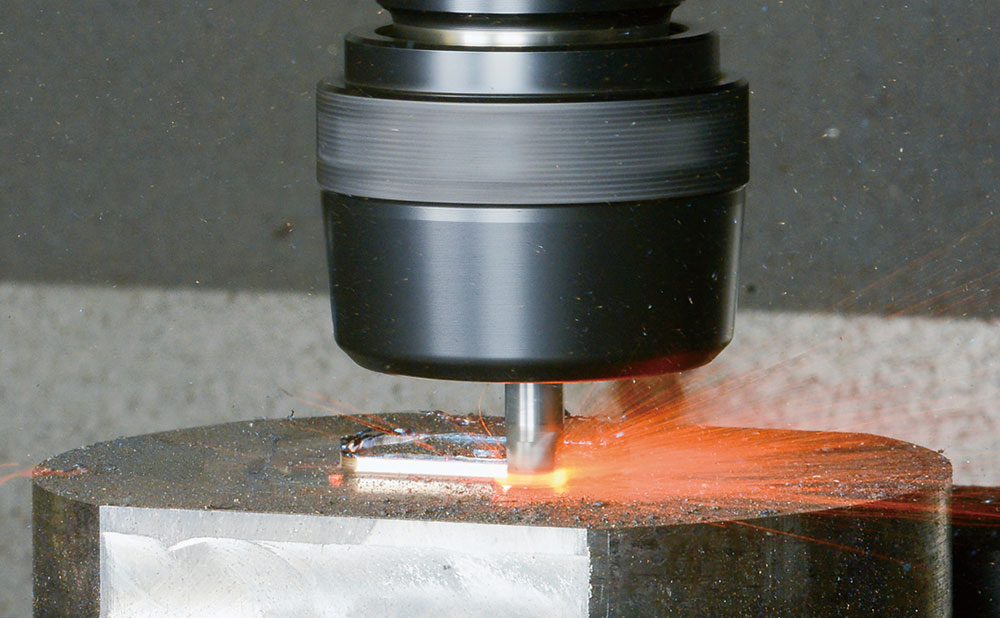
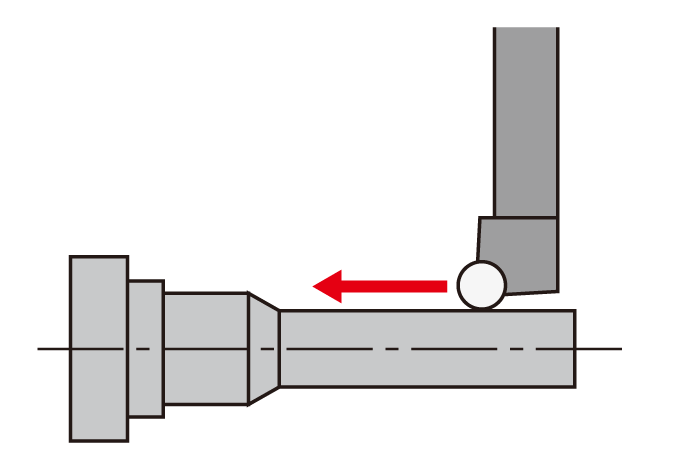
Heat resistant alloysTurning / Milling / End milling: roughing operations
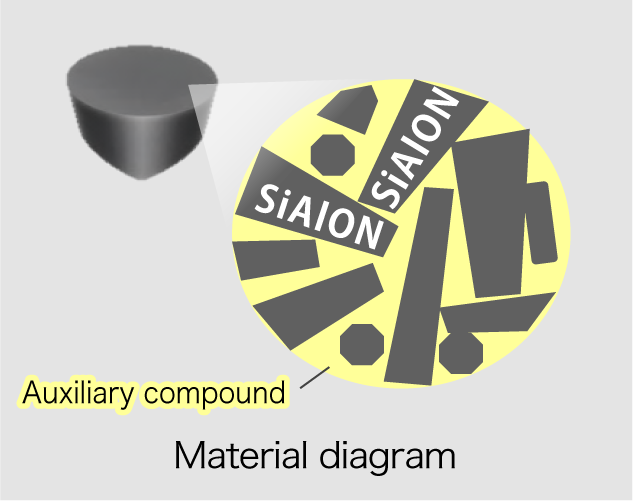
氮化硅(Si3N4)与铝(Al)和氧(O)结合制成 SiAlON。Sialon 具有与氮化硅类似的针状颗粒。这些颗粒的排列使材料能够承受切削时的冲击力。氧化铝的加入提高了材料的耐热性能。这些性能优势使其成为加工耐热合金的理想材料。
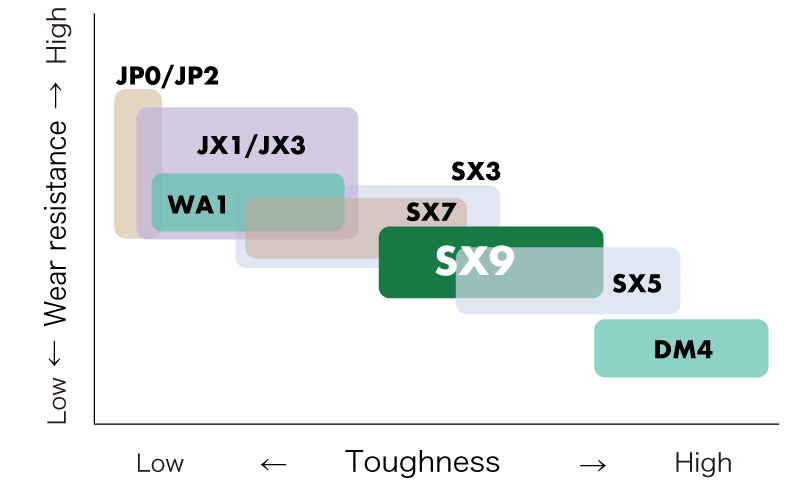
SX9 is a significant cost advantage and double the tool life compared to competitor’s whisker insert.
与竞争对手的晶须级相比,SX9 的刀具寿命延长了一倍。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告