Mit der thermisch und chemisch stabilen Aluminiumoxid-Keramikmischung können hohe Geschwindigkeiten erreicht werden.
Effektive Bearbeitung bei Geschwindigkeiten bis zu Vc=~700m/min2300 SFM
Eigenschaften
Beste Qualität für die Hochgeschwindigkeitsverarbeitung
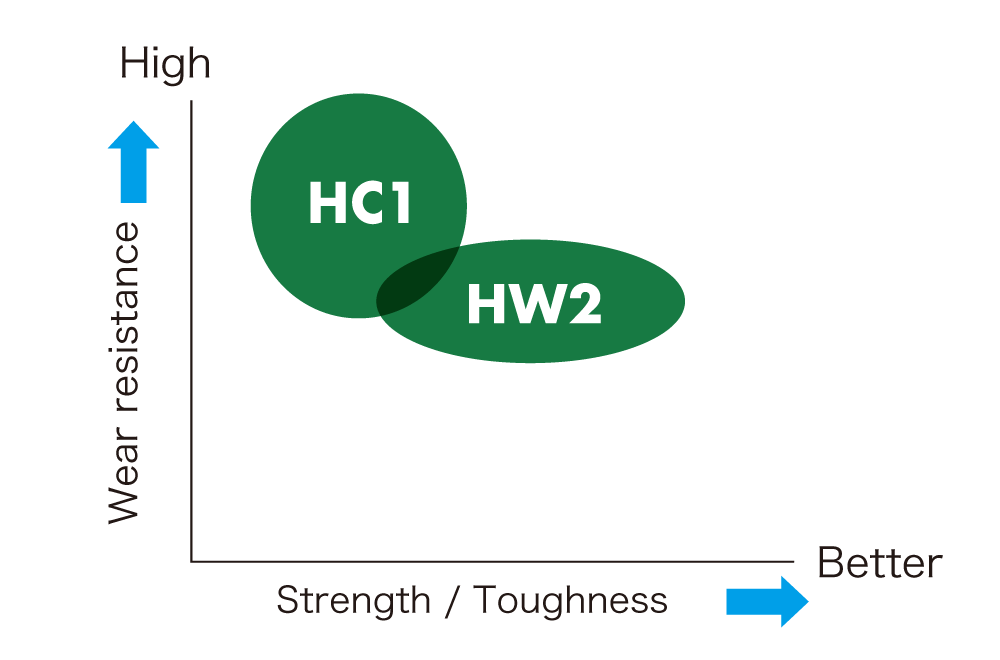
Sorte HC1 – beste Verschleißfestigkeit
Sorte HW2 – hervorragende Bruchfestigkeit
Anwendung von Werkzeugen
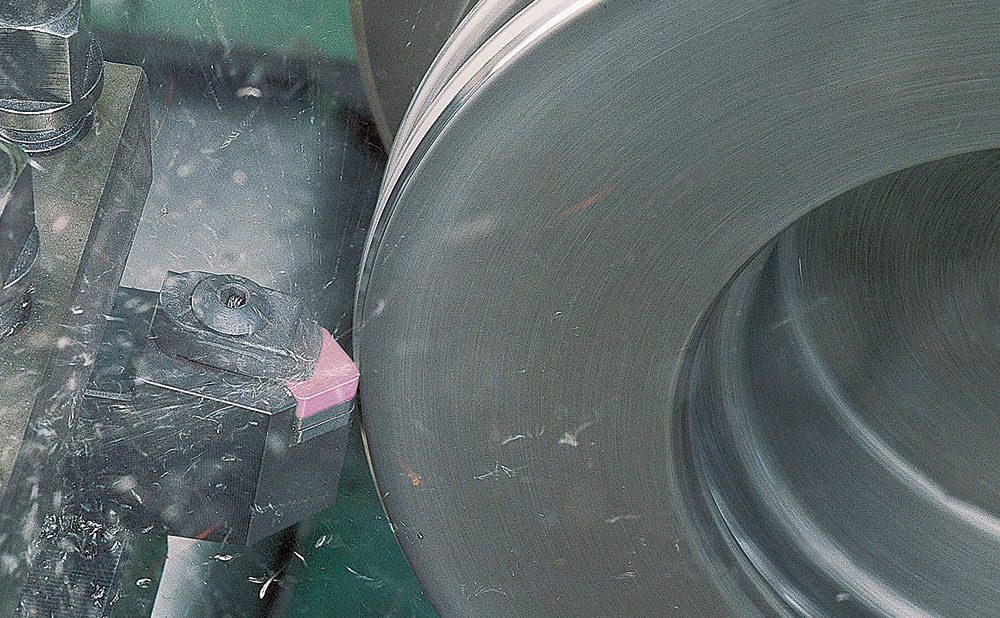
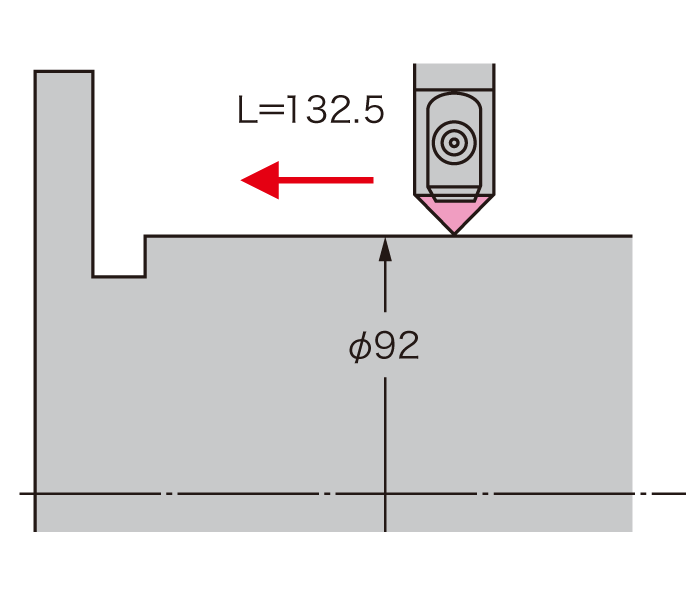
Graues Gusseisen Oberfläche Drehen
Merkmale der Klasse
Anwendung Graugussveredelung
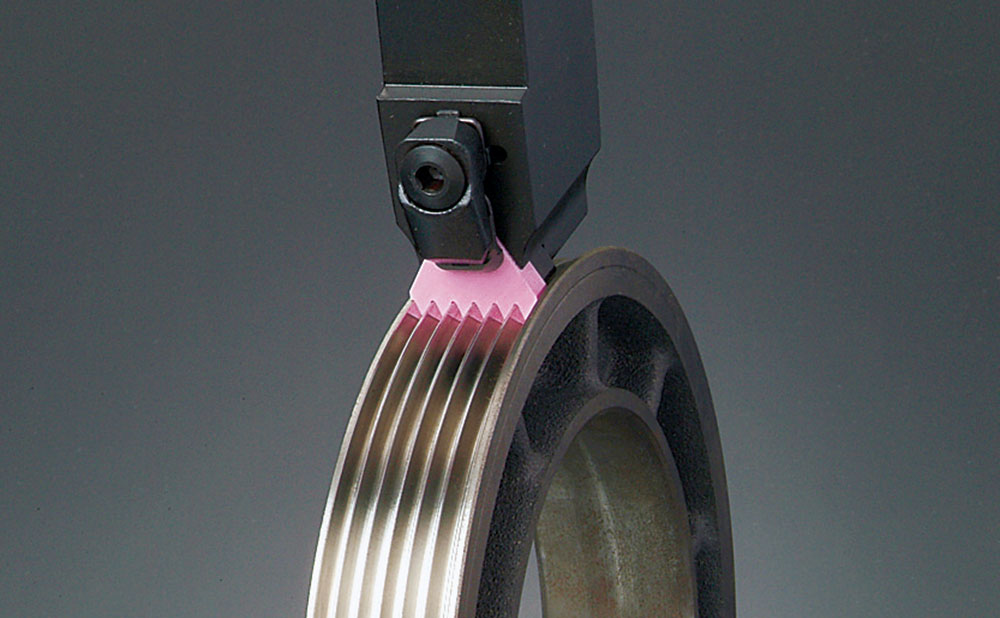
Spezialeinsätze für die Bearbeitung von Poly V-Scheiben
Schnittbedingungen
- - Blättern Sie in der Tabelle - - -
Klasse
Material
Operationstyp
Bearbeitung
Cutting speed (m/min)Cutting speed (SFM)
Feed(mm/rev)Feed(IPR)
DOC(mm)DOC(inch)
Kühlmittel
HC1
Graues Gusseisen
Turning
Oberfläche aus Grauguss gedreht
350 – 7001200 -2300
0.1 – 0.4.004 – .016
-2.0– .080
DRY
HW2
Schruppen bis halbunterbrochenes Schlichten von Grauguss
Schruppen bis Schlichten von Zylinderlaufbuchsen
350 – 6001200 – 2100
Fallstudie
Scheibenbremse
Material :
FC250
Schnittgeschwindigkeit :
630 m/min2100 SFM
Futtermittel :
0.3 mm/rev0118 IPR
DOC :
0.5 mm.0197 inch
Kühlmittel :
DRY
HC1
130 Stück / Ecke
Schwarze Keramik des Wettbewerbers
60 Stück / Ecke
HC1 verdoppelt die Standzeit der schwarzen Keramik des Wettbewerbers.
Zylinderlaufbuchse
Material :
Gekühltes Eisen
Schnittgeschwindigkeit :
600 m/min2000 SFM
Futtermittel :
0.32 mm/rev.013 IPR
DOC :
3.0 mm.118 inch
Kühlmittel :
DRY
HW2
70 Stück / Ecke
Keramik des Wettbewerbers
30 Stück / Ecke
HW2 verdoppelte die Standzeit des Werkzeugs und erzielte im Vergleich zur Wendeschneidplatte des Mitbewerbers eine bessere Oberflächengüte des Werkstücks.