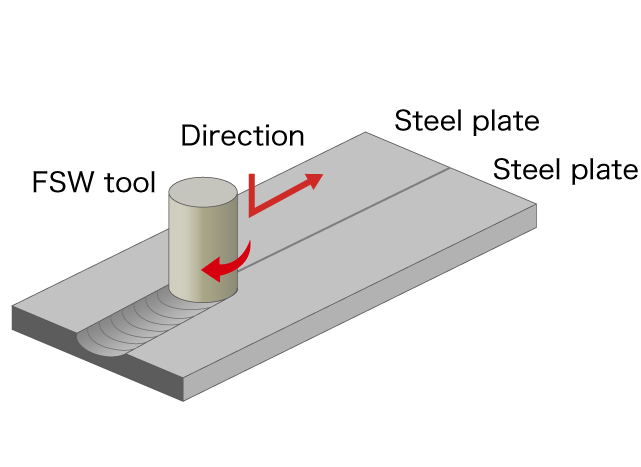
Das Reibrührschweißen (FSW/Friction Stir Welding) ist ein Festphasenschweißverfahren, das 1991 in Großbritannien entwickelt wurde. Dabei wird ein rotierendes zylindrisches Werkzeug mit einer hervorstehenden Spitze verwendet, um Reibungshitze zu erzeugen, die das Material erweicht und plastisches Fließen für starke, verformungsbeständige Verbindungen ermöglicht.
Im Gegensatz zum Schmelzschweißen schmilzt das FSW-Verfahren die Materialien nicht auf, wodurch die Verformung reduziert, die Kornfeinung verbessert und die Festigkeit der Verbindung erhalten wird. Außerdem ist es energieeffizienter als herkömmliche Schweißverfahren.