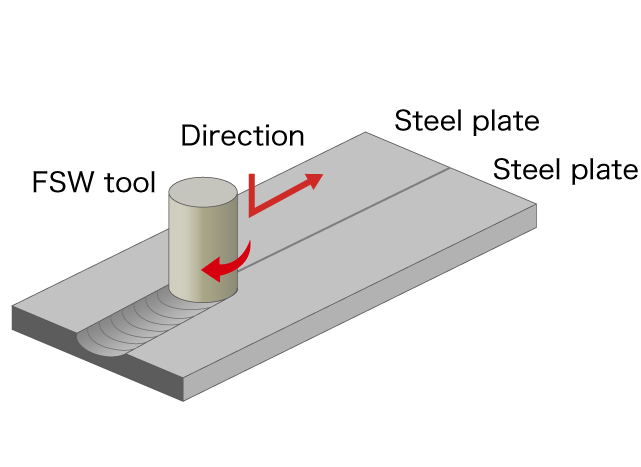
Das Reibrührschweißen (Friction Stir Welding, FSW) ist ein Festkörperverbindungsverfahren, das 1991 in Großbritannien entwickelt wurde. Ein rotierendes Werkzeug erzeugt Reibungshitze und plastisches Fließen, wodurch eine hochfeste Verbindung entsteht, ohne dass die Grundmaterialien schmelzen.
Im Gegensatz zum Schmelzschweißen schmilzt beim FSW das Grundmaterial nicht auf, was zu minimalem Verzug, einer verfeinerten Kornstruktur, ausgezeichneter Verbindungsfestigkeit und verbesserter Energieeffizienz führt.