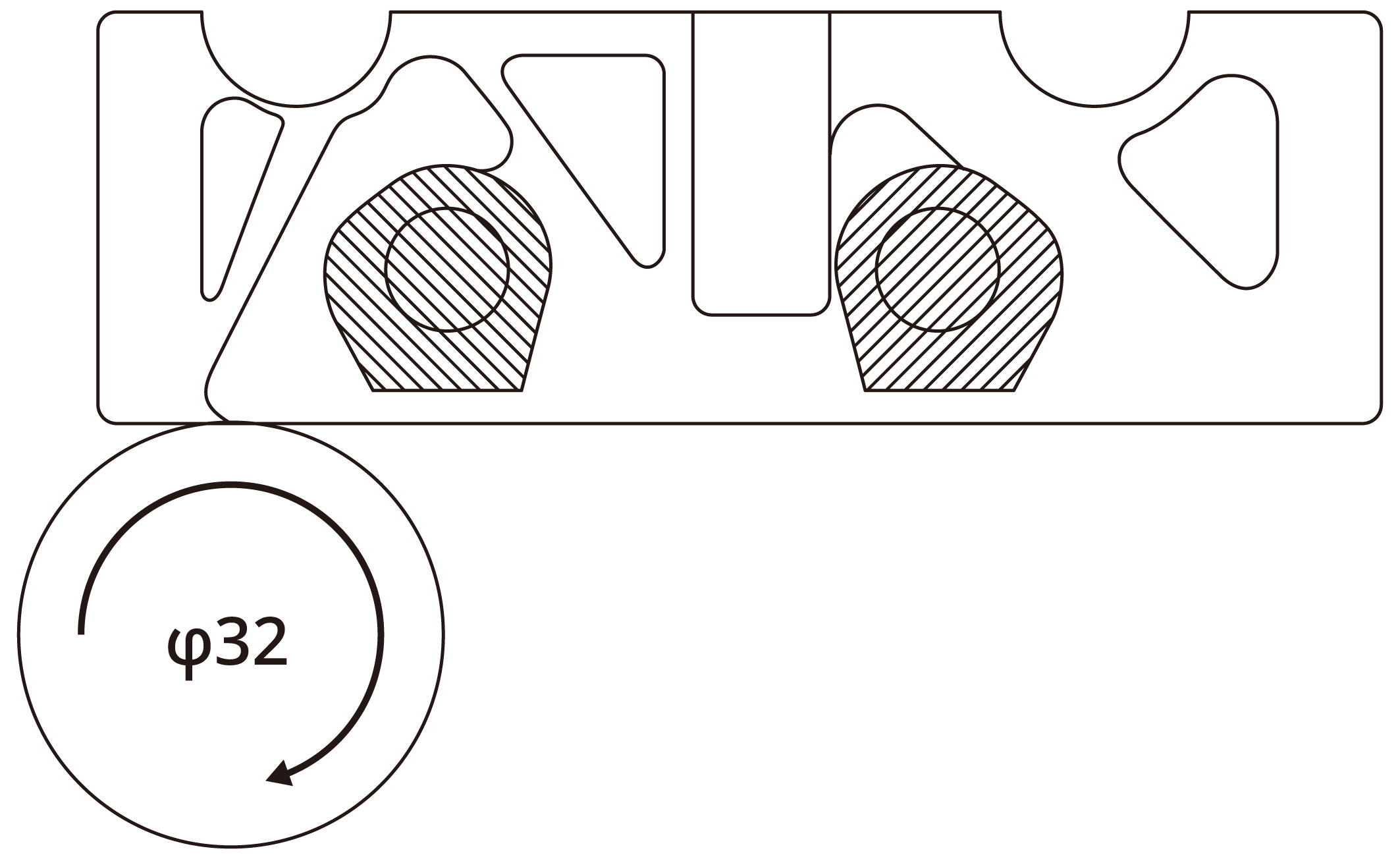
| Halter für die Lockerungswelle | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PD1 |
15,000 Stück / Schneide (durchgängig) |
| PKD des Wettbewerbs |
8,000 Stück / Schneide |
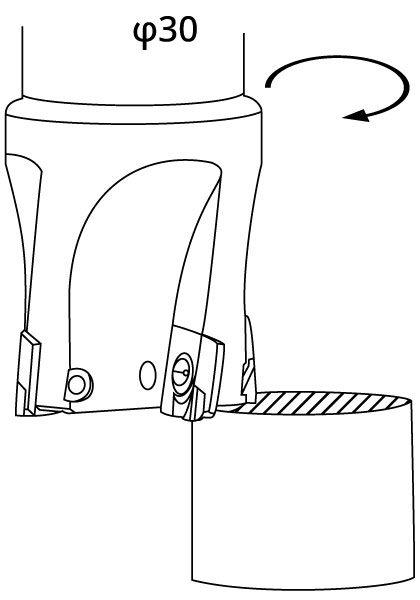
| Unter Halter | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
|
||
| PD1 |
24,000 Stück / Schneide (durchgängig) |
|
| PCD des Mitbewerbers ⌀50 ⌀2” ×4 |
10,000 Stück / Schneide |
|
| PCD des Mitbewerbers ⌀32 ⌀1.25” ×3 |
2,500 Stück / Schneide |
|
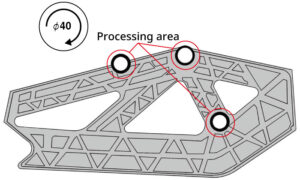
| Schienengestell (für zwei Räder) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| PD1 |
30.000 Stück / Schneide |
| PKD des Wettbewerbs |
10~20 Stück / Schneide |