Rompevirutas Para operaciones de torneado frontal | Tornos CNC suizos
Para operaciones de torneado frontal | Tornos CNC suizos
Rompevirutas moldeado con buen balance entre la resistencia del filo y el control de la viruta
Rendimiento de maquinado estable debido a su tenacidad y filo de corte agudo
Para soportar operaciones de maquinado continuo de 24 horas
Video del producto
Características
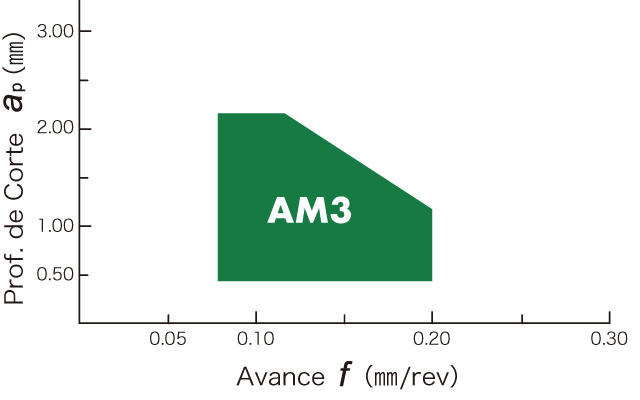
- La profundidad de corte varía de 0,5 a 2,0 mm
- Excelente resistencia del filo para un maquinado estable
- El inserto tipo wiper AM3 -WP garantiza un tiempo de ciclo mejorado y acabados superficiales superiores
Aplicación de herramientas
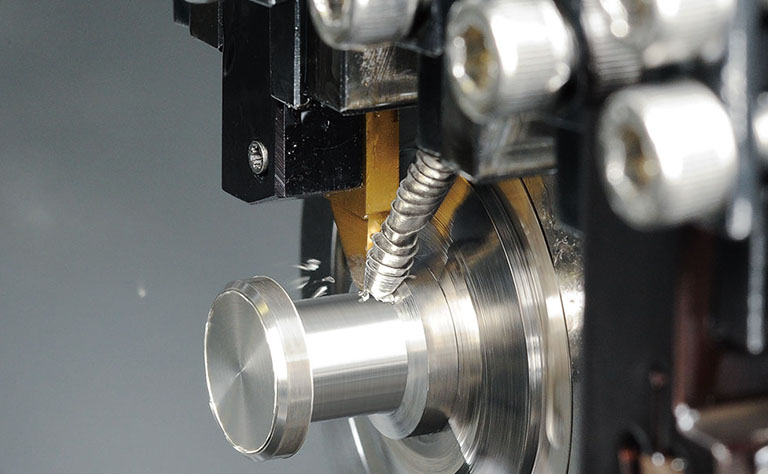
Operaciones de torneado frontal en tornos CNC tipo Suizo
Rango AM3 de cotrol de virutas
Condiciones de corte
Desplazar la tabla →
| Grado recubierto | Material | Tipo de operación | Velocidad de corte (m/min) | Avance (mm/rev) | Prof. de Corte (mm) |
|---|---|---|---|---|---|
| ST4 | Acero inoxidable | Torneado exterior continuo |
50 - 120 | 0.03 - 0.15 | 0.5 - 2.0 |
| QM3 | Acero aleado / acero al carbono / material endurecido | ||||
| DM4/DT4 | Material difícil de cortar / aleación de titanio | 30 - 100 | |||
| TM4 | No ferrosos / aluminio / plástico / uso general | 50 - 120 |
Geometría del rompevirutas
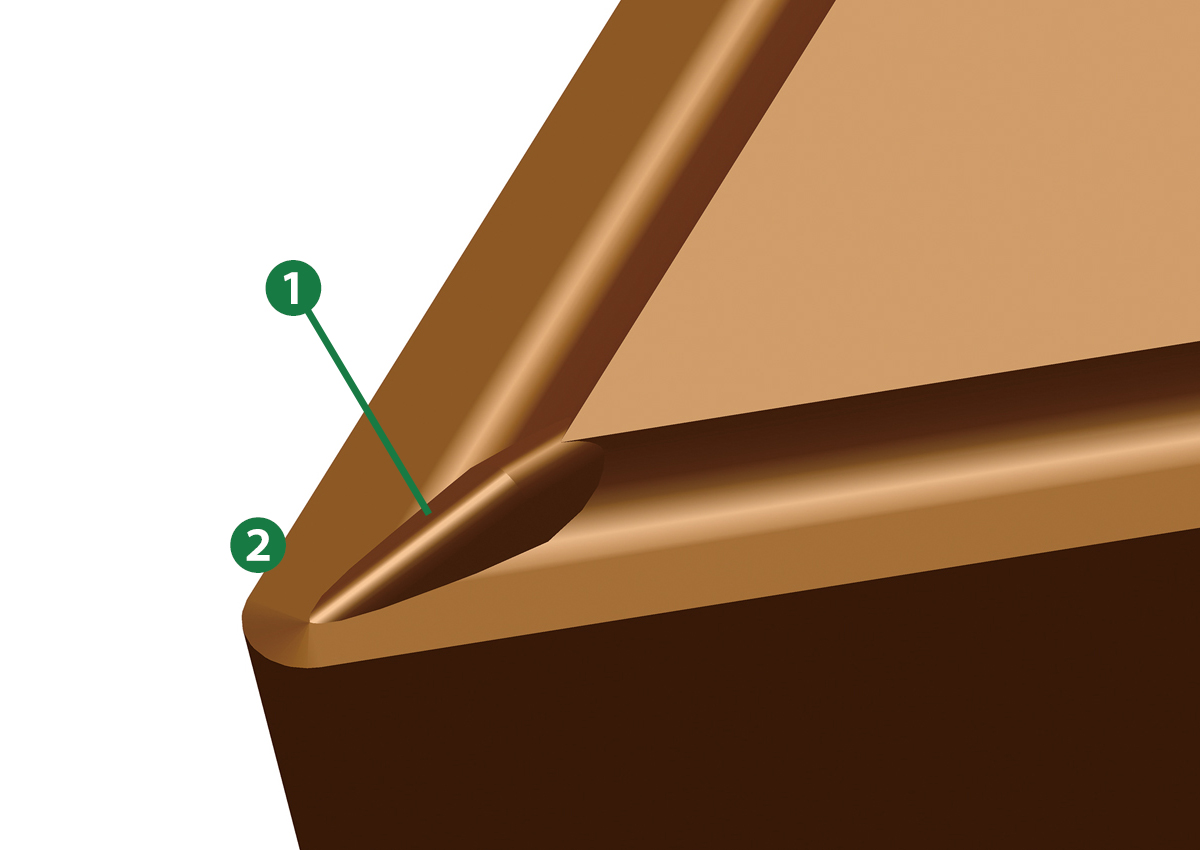
- ① AM3 diseñado para una amplia gama de maquinados desde profundidades de corte medias a ligeras
② Filo agudo para el corte del material
Excelentes acabados superficiales incluso a velocidades de avance elevadas: Inserto tipo wiper (AM3-WP)
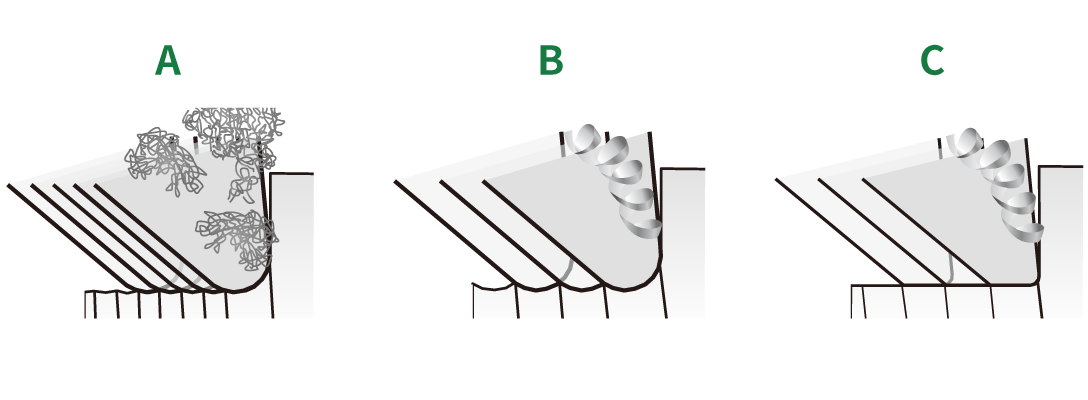
A. Para las herramientas convencionales, la velocidad de avance se reduce para mantener un buen acabado de la superficie, lo que da como resultado problemas de control de viruta.
B. Si se aumenta la velocidad de avance, el acabado de la superficie se afectará.
C. Los insertos con Wiper ayudan a mantener el control de la viruta y buenos acabados superficiales incluso durante el mecanizado con alto avance.
*Al aplicar el inserto DCGT ... AM3-WP, utilíce nuestro soporte tipo SDJC (ángulo de avance de 93 grados)
Caso de estudio
| Giro frontal | |
|---|---|
|
 |
|
|
|
|
|
|
 |
|
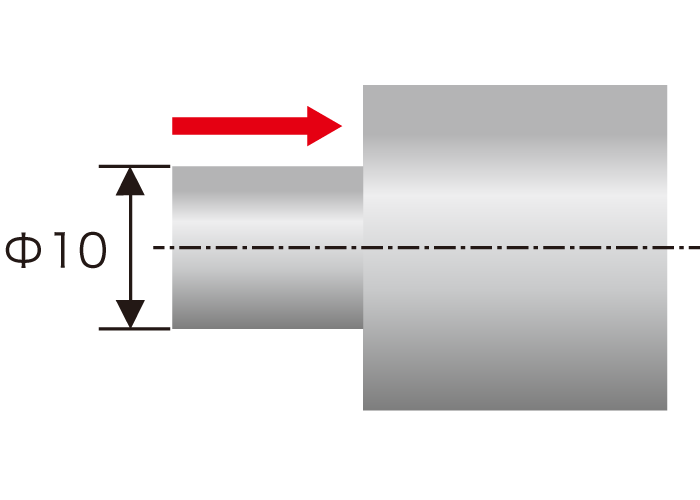
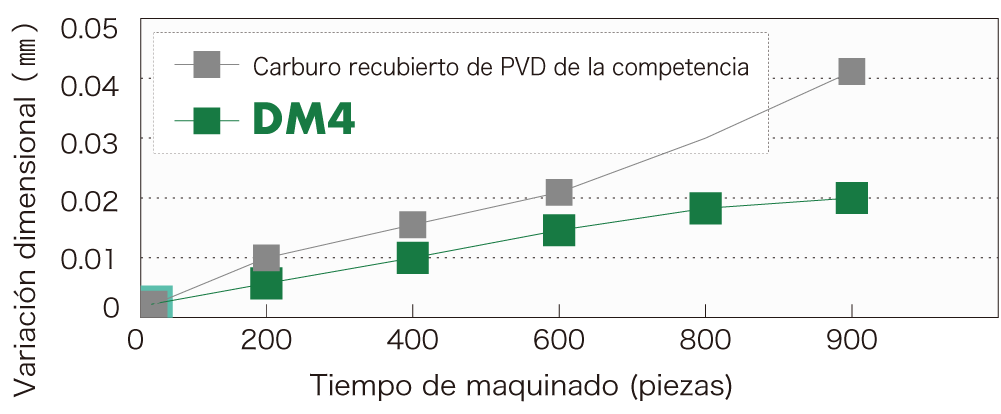
Después de ejecutar 900 piezas, el inserto de la competencia resultó en variación dimensional de 0.041 mm en el díametro de la pieza, mientras que DM4 tuvo una mejor estabilidad de maquinado con piezas que mostraban variaciones dimensionales de solo 0,02 mm después de la misma cantidad de piezas maquinadas.
| Giro frontal | |
|---|---|
|
 |
|
|
|
|
|
DT4 TFD11FR05AM3 | 1,500pcs / esquina |
| Herramienta convencional | 700pcs / esquina |
La herramienta actual dio como resultado un acabado superficial medido de Ry = 10.2 μm con 500 piezas maquinadas y una variación dimensional de 0.1 mm desde el inicio de la producción.
DT4 logró una buena consistencia dimensional y maquinó 1000 piezas, todas con un acabado superficial de Ry 2.3 μm.
Alineamiento de herramientas
Consulte el catálogo de productos para ver la línea de herramientas
Otros productos recomendados
-

SPLASH seriesRefrigerante a través de los portaherramientas | Tornos CNC suizos
Extensa selección de estilos y tamaños
-

CUT DUOCut-off operations for diameters up to 34mm| Tornos CNC suizos
Herramienta de tronzado de gran rigidez
-
TBP / TBPA - Rompevirutas BMTorneado en retroceso | Tornos CNC suizos
Rompevirutas único que proporciona una excelente evacuación de virutas
-
CTP / CTPA con rompevirutas TH For cut-off operations for diameters up to 16mm| Tornos CNC suizos
Diseño especial para aplicaciones de corte de acero inoxidable
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab