
Mogul barsPour les opérations d'alésage| Tours CNC automatiques
Résout les problèmes courants liés aux opérations d'alésage
Barres et plaquettes très rigides qui évacuent les copeaux de la pièce
La conception unique de la barre d'alésage améliore considérablement la rigidité combinée aux brise-copeaux qui contrôle le sens d'évacuation des copeaux lors des opérations ded'alésage
Vidéo du produit
Caractéristiques
- Support conçu pour assurer la rigidité et éliminer les vibrations
- Brise-copeaux F1, F05, FG développés pour les applications de empreintes borgnes afin de diriger les copeaux vers l'arrière et hors du trou pour éviter l'accumulation des copeaux
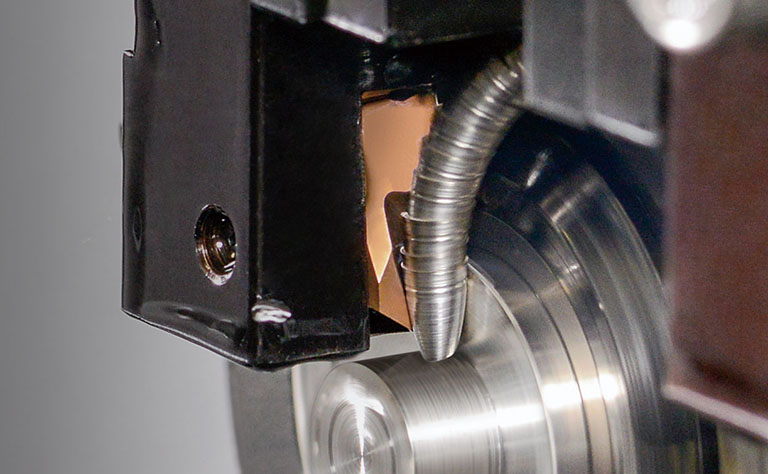
- Arrosage interne à travers les barres d'alésage pour favoriser l'évacuation des copeaux
Application
Opérations d'alésage sur tours CNC suisses
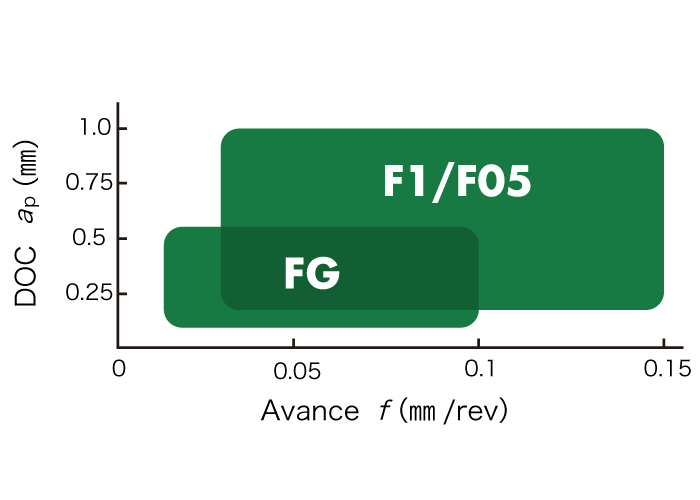
Plage d'application du brise-copeaux
Conditions de coupe
Faire défiler le tableau →
| Nuance revêtue | Matière | Type d'opération | Valeur du porte à faux | Vitesse de coupe (m/min) | Avance (mm/tr) | Ap (mm) |
|---|---|---|---|---|---|---|
| ST4 | Acier inoxydable | Alésage Alésage en tirant |
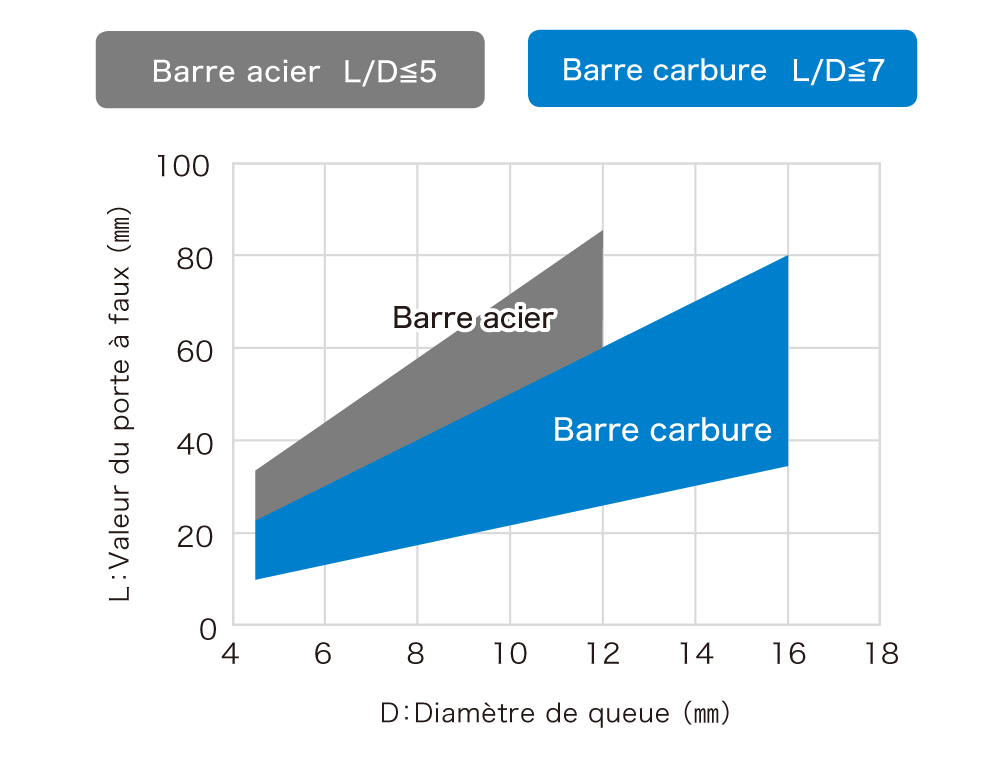
Barre acier ~5D Barre carbure ~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | Aciers alliés / Aciers au carbone / Matériaux trempés | 50 - 150 | ||||
| DM4/DT4 | Matériau difficile à usiner / Alliage de titane | 30 - 70 | ||||
| TM4/ZM3 | Non ferreux / Aluminium / Plastique / Usage général | 50 - 200 |
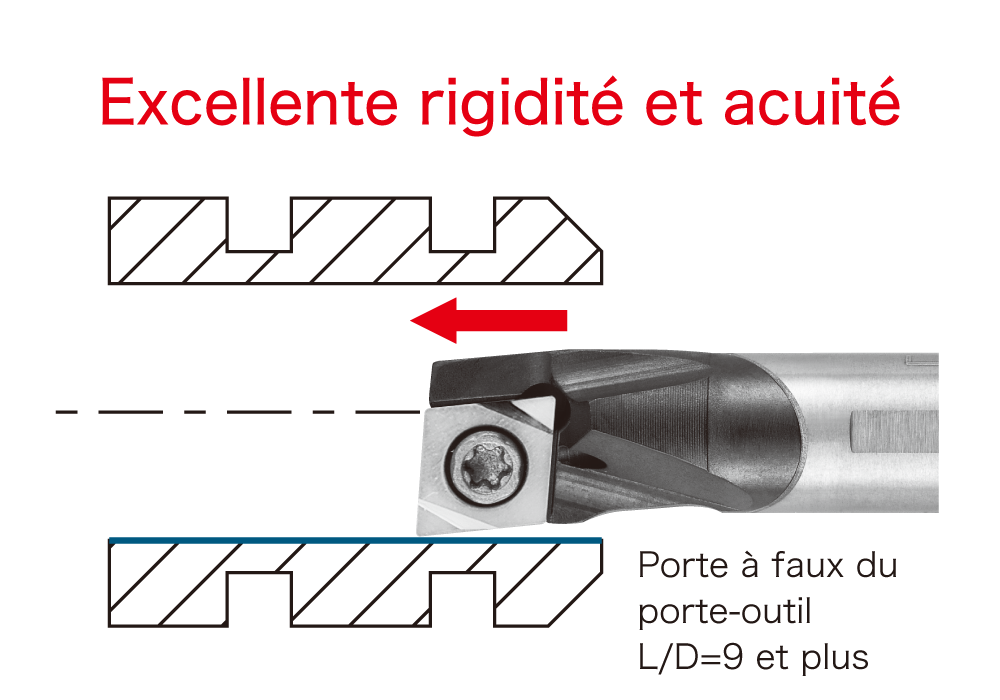
Porte à faux du porte-outil
- [ Conditions de coupe ]
- Matière : Acier allié・Acier inoxydable vc=80m/min f=0.05-0.1mm/tr Ap=0.1-0.5mm AVEC ARROSAGE
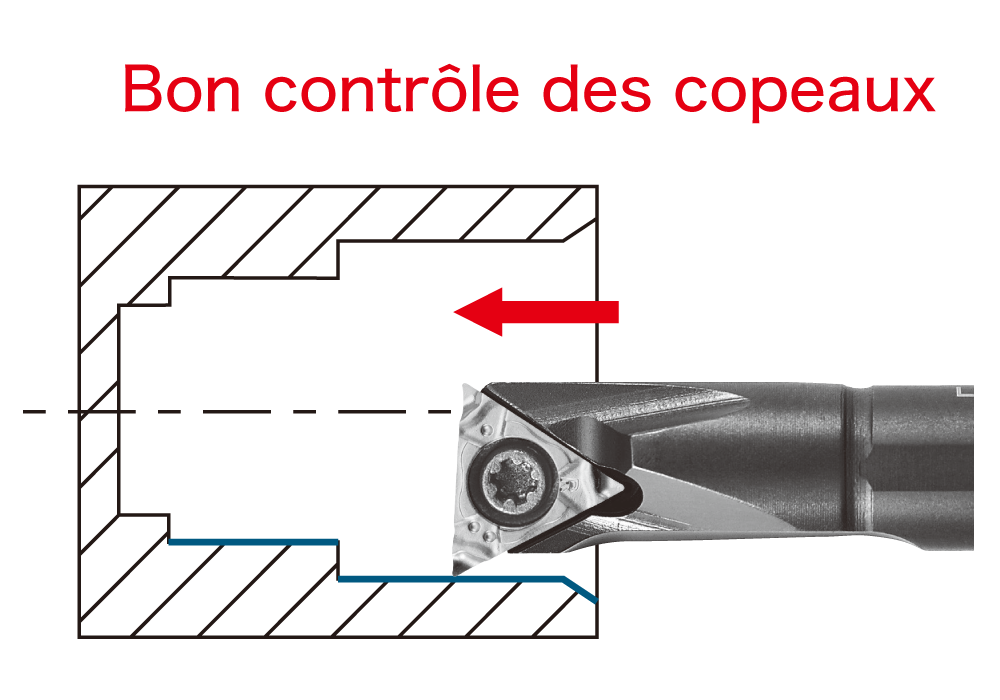
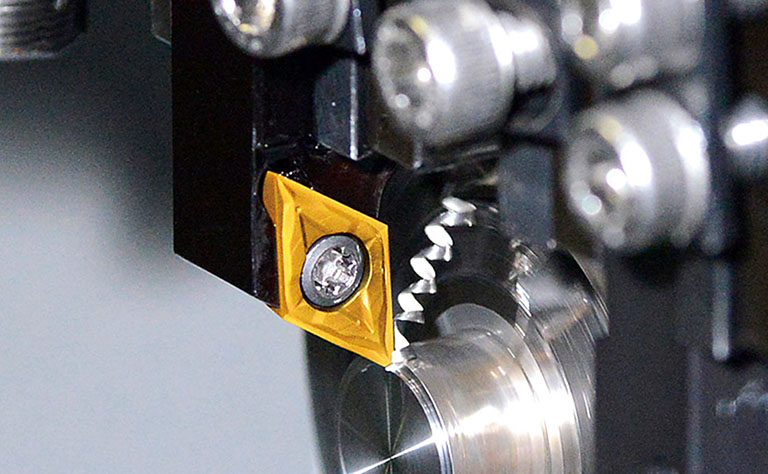
Évacue les copeaux vers l'arrière
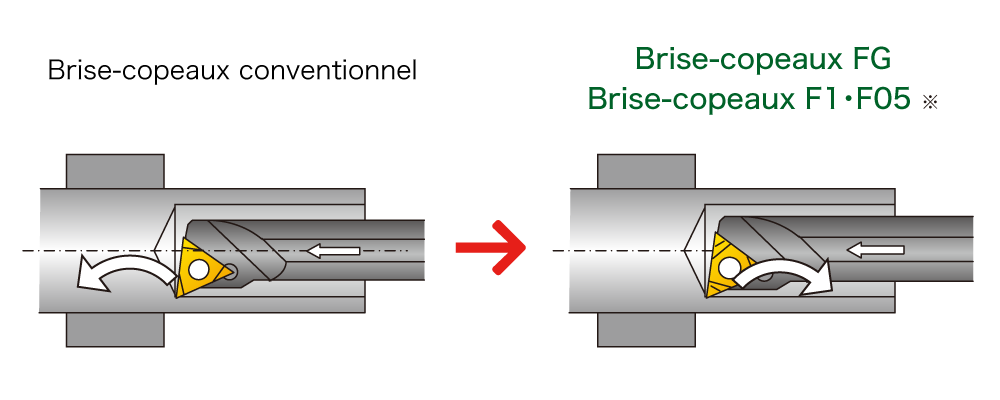
Les brise-copeaux de style F dirigent les copeaux vers l'arrière et hors de l'alésage
* Utilisez une plaquette à droite pour une barre à droite
Caractéristiques des brise-copeaux FG / F05 / F1
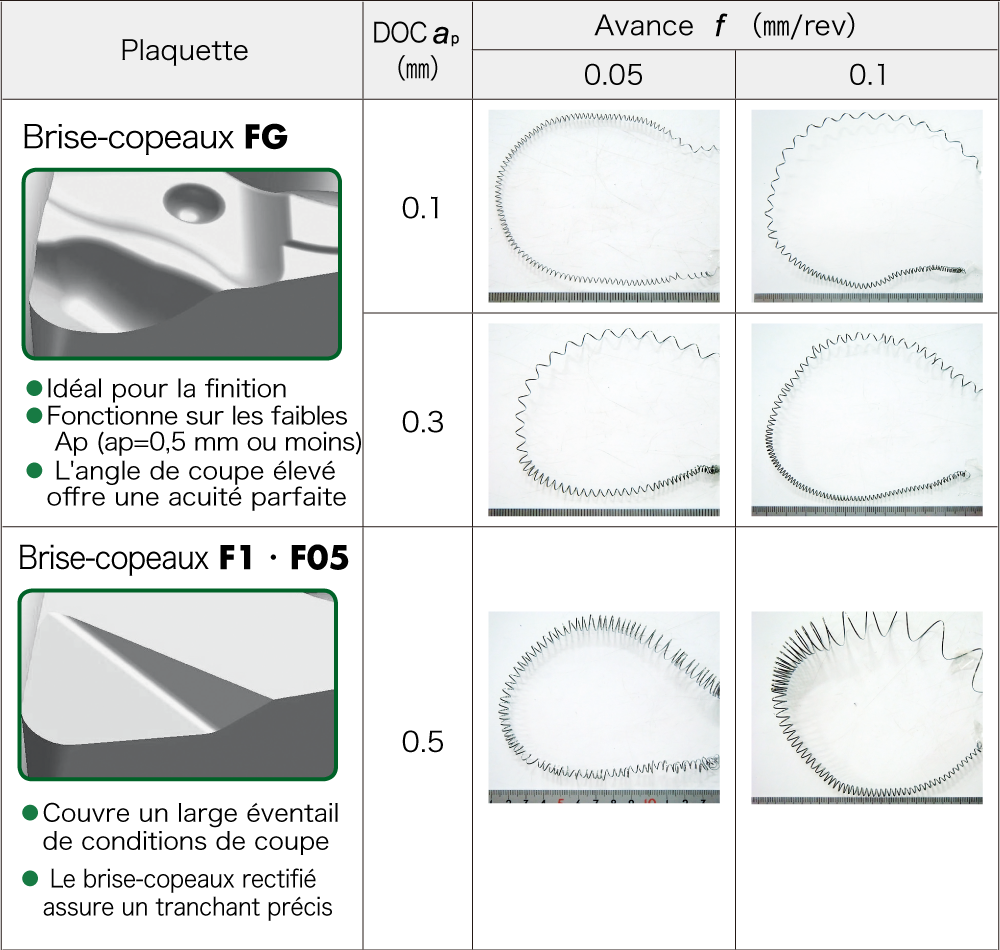
- [ Conditions de coupe ]
- Matière : SCM415 diamètre de la pièce φ12 Profondeur d'usinage 20mm vc = 80m/min AVEC ARROSAGE
- [ Les outils utilisés ]
- Porte-outil : Steel shank S10KSTUPR11D12-OH Plaquette : TPGH110304 Type
Chip control
Faire défiler le tableau →
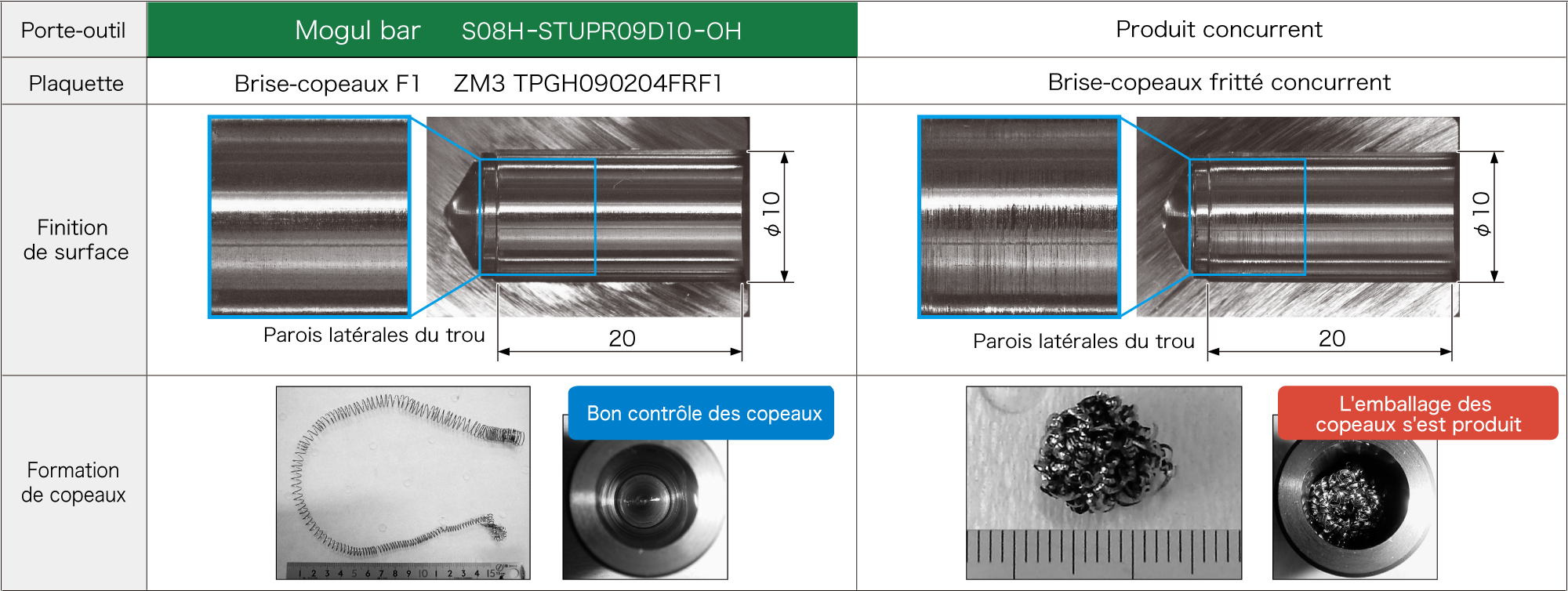
- [ Conditions de coupe ]
- Matière : SCM435 vc = 80m/min f = 0.05㎜/tr ap = 0.25㎜ diamètre de la pièce : φ10 Liquide de refroidissement externe Porte à faux du porte-outil : L/D = 4 Profondeur d'usinage : 20㎜
- [ Les outils utilisés ]
- Porte-outil : S08H-STUPR09D10-Type OH (diamètre d'alésage minimum de 10 mm) Taille de la barre : φ8 Plaquette : Type TPGH090204
Étude de cas
| Pièce de soupape | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars +TM4 brise-copeaux FG |
1,500 pièces |
| Produit concurrent | 700 pièces |
La durée de vie de l'outil du concurrent n'était pas stable en raison de l'accumulation de copeaux.
La barre et la plaquette mogul de NTK avec brise-copeaux FG ont évacué les copeaux du trou, ce qui a permis de multiplier par 2,1 la durée de vie de l'outil.
| Bague | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars +TM4 brise-copeaux F1 |
900 pcs |
| Outil conventionnel | 500 pièces |
La barre d'alésage du concurrent était soumise à de fortes vibrations dues à un porte-à-faux important.
La barre d'alésage de NTK a éliminé les problèmes de vibrations et la plaquette avec brise-copeaux F1 a atteint une durée de vie d'outil 1,8 fois supérieure.
Gamme d'outils
Veuillez consulter le catalogue de produits pour la gamme d'outils
Autres produits recommandés
-

CTP / CTPA avec brise-copeaux CXFor cut-off operations with max. diameter up to 16mm| Tours CNC automatiques
Enroule les copeaux avec précision pour éviter qu'ils ne s'emmêlent
-

SPLASH seriesLiquide de refroidissement à travers le porte-outils | Tours CNC automatiques
Vaste choix de styles et de tailles
-
Brise-copeaux YLPour les opérations de tournage avant | Tours CNC automatiques
Première recommandation pour le tournage avant
-
The Front MaxPour les opérations de tournage avant | Tours CNC automatiques
Usinage en une seule passe jusqu'à 5,0 mm de profondeur de passe
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab