| ISO | Work material | Grade | Overhang amount | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
  |
Carbon steel Alloy steel Hardened material ID boring operations ID boring Back turning |
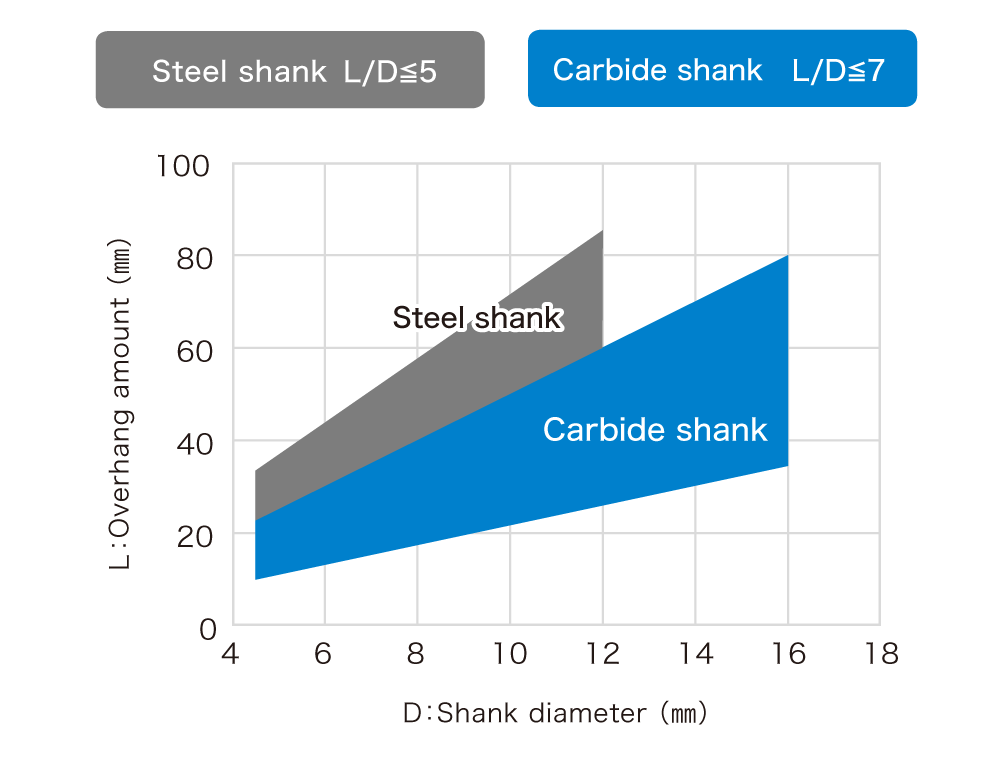
QM3 | Steel shank ~5D Carbide shank ~7D |
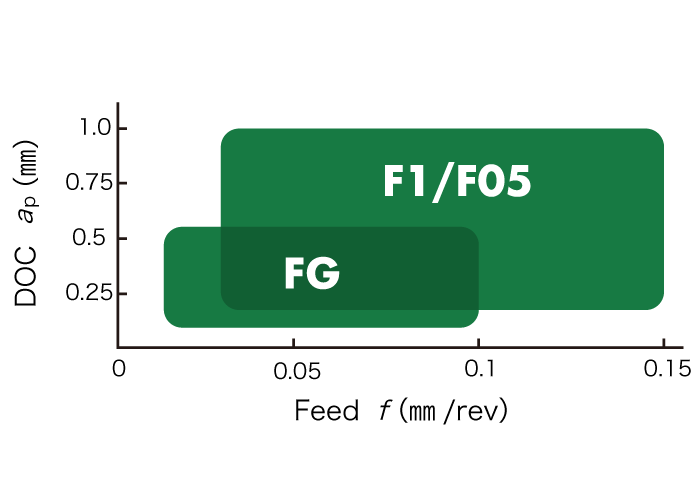
50 – 150 160 – 500 | 0.1 – 1.0 .004 – .040 | 0.02 – 0.2 .0008 – .008 |
 |
Difficult-to-cut material ID boring operations ID boring Back turning |
DM4 DT4 |
30 – 70 100 – 230 | |||
| Stainless ID boring operations ID boring Back turning |
ST4 | 40 – 120 130 – 400 | ||||
 |
Titanium alloy High temp alloys ID boring operations ID boring Back turning |
DM4 DT4 |
30 – 70 100 – 230 | |||
 |
Non-ferrous Aluminum Plastic General purpose ID boring operations ID boring Back turning |
TM4 ZM3 |
50 – 200 160 – 660 |
| Valve parts | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars+TM4 FGbreaker |
1,500 pcs
|
| Competitor’s product |
700 pcs
|
| Sleeve | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| Mogul bars+TM4 F1breaker |
900 pcs
|
| Conventional tool |
500 pcs
|