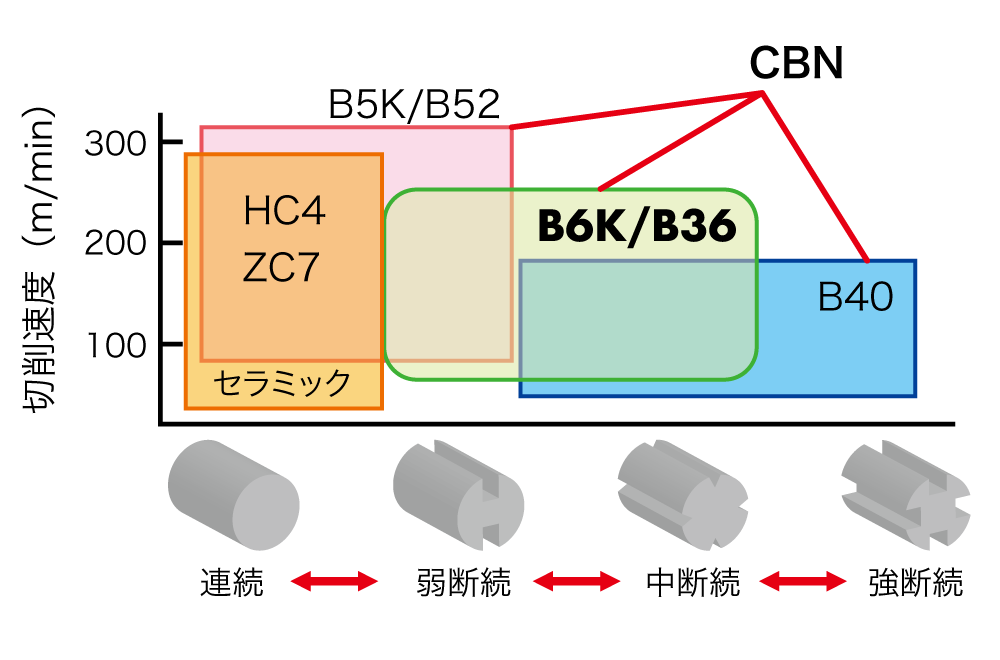
連続~断続加工用 | 高硬度材加工用CBN
高硬度材 連続 ~ 断続加工 HRC55以上
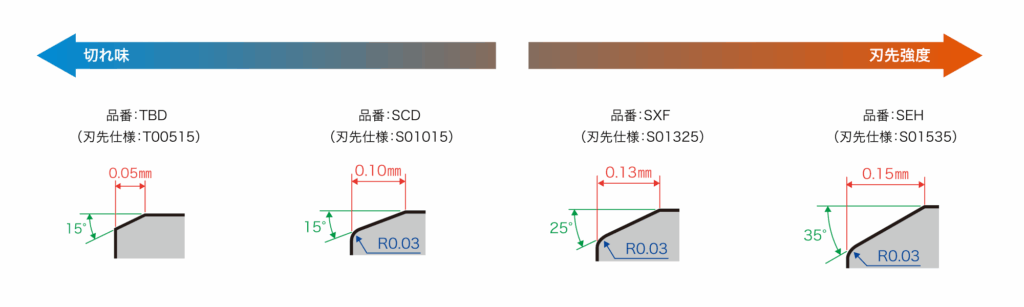
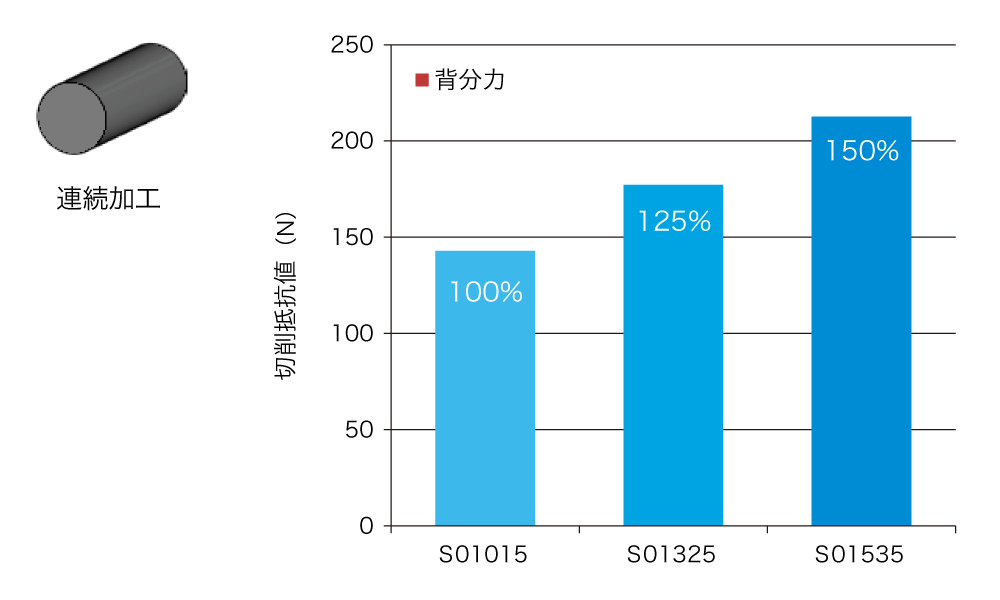
刃先処理が大きくなる程、切削抵抗が増大。 特に背分力への影響が大きい。
[ 切削条件 ]SCM415(HRC63-65) vc=200m/min f=0.1mm/rev ap=0.2mm 670 SFM .004 IPR .008 DOC DRY
[ インサート形状 ]TNGA160408
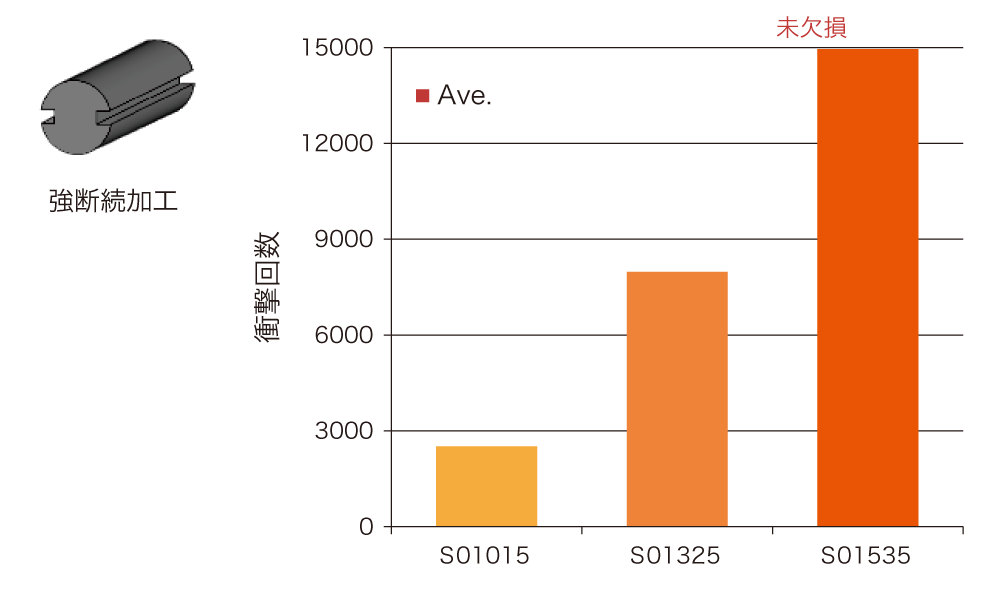
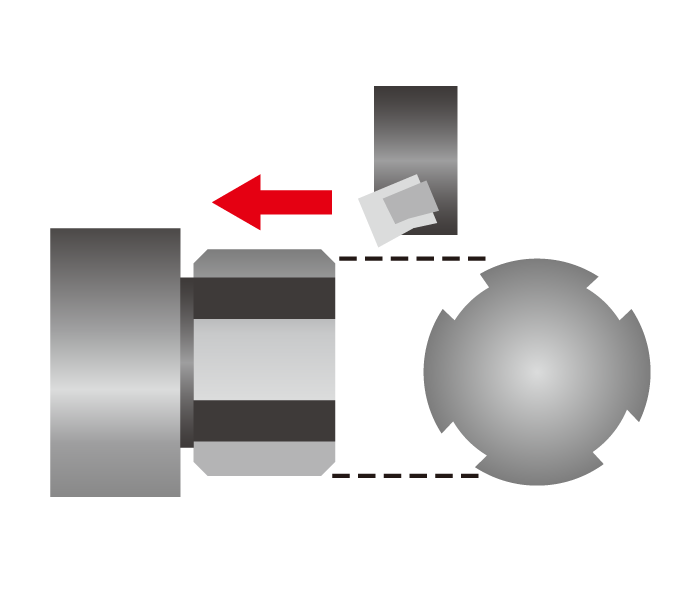
刃先処理が大きくなる程、耐欠損性能が向上。
[ 切削条件 ]SCM415(HRC63-65) vc=75m/min f=0.1mm/rev ap=0.3mm 250 SFM .004 IPR .012 DOC DRY
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。