| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
タフピッチ銅 C1100 粗~仕上げ加工 |
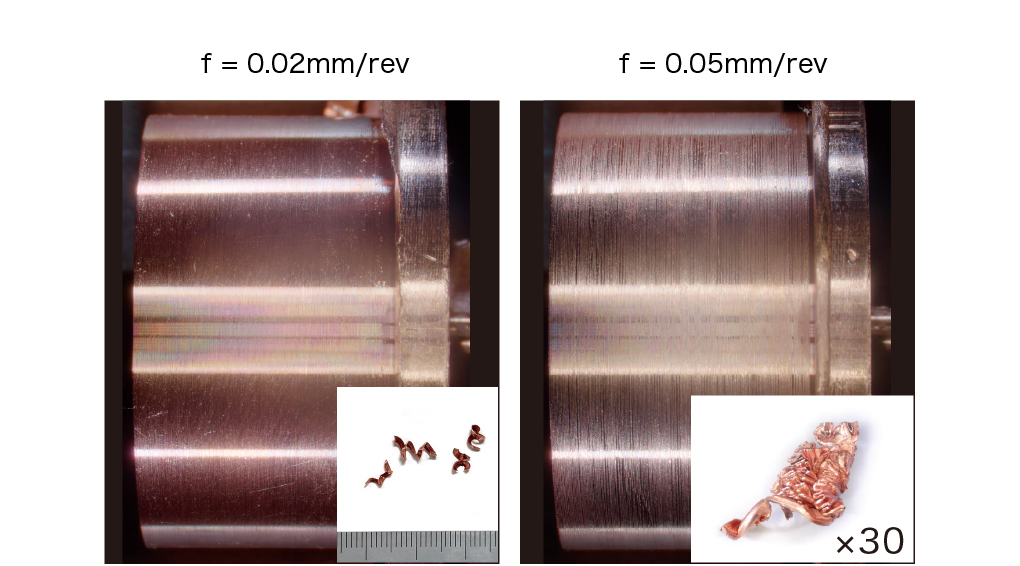
WET | UC1 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.2 – 2.0 .008 – .080 |
| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 | 切削速度vc (m/min) (SFM) | 切込みap (mm) (inch) | 送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
| 無酸素銅 C1020 粗~仕上げ加工 | WET | UC1 | 50 – 150 160 – 500 | 0.5 – 3.0 .020 – .120 | 0.02 – 0.20 .0008 – .008 |
| TM4 |

| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
|
C1100 旋削仕上げ加工 |
WET | UC1 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.1 – 0.5 .004 – .020 |
| TM4 | ||||||
| C1020 旋削仕上げ加工 |
WET | UC1 | 50 – 150 160 – 500 | 0.02 – 0.05 .0008 – .002 | 0.1 – 0.5 .004 – .020 | |
| TM4 |