
| 被削材分類 | 被削材 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
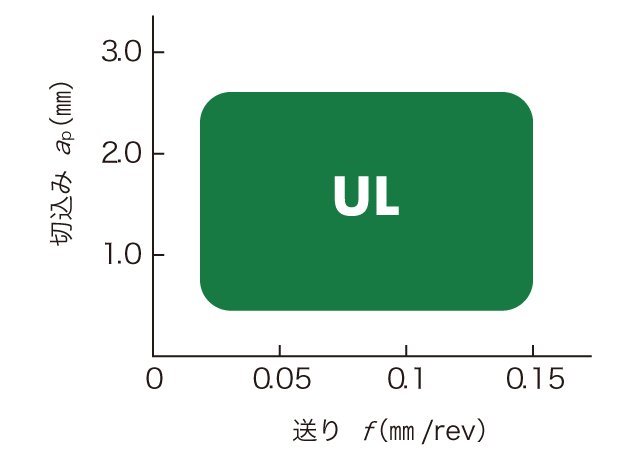
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
炭素鋼 合金鋼 (連続) |
QM3 | 50 – 120 160 – 400 | 0.3 – 2.5 .012 – .100 | 0.03 – 0.15 .001 – .006 |
 |
ステンレス (連続) |
ST4 | 50 – 120 160 – 400 | 0.3 – 2.5 .012 – .100 | 0.03 – 0.15 .001 – .006 |
| 難削材 (連続) |
DM4 | 30 – 100 100 – 330 | |||
 |
チタン合金 耐熱合金 (連続) |
DM4 | 30 – 100 100 – 330 | 0.3 – 2.5 .012 – .100 | 0.03 – 0.15 .001 – .006 |
 |
高硬度材 (連続) |
QM3 | 50 – 120 160 – 400 | 0.3 – 2.5 .012 – .100 | 0.03 – 0.15 .001 – .006 |
 |
非鉄金属 アルミニウム プラスチック 汎用 (連続) |
TM4 | 50 – 180 160 – 600 | 0.3 – 2.5 .012 – .100 | 0.03 – 0.15 .001 – .006 |
| 電子部品加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| ST4+ ULブレーカ |
1000個/コーナ
|
| 他社モールドブレーカ (PVDコーテッド超硬) | 200個/コーナ |
| 自動車部品加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| TM4+ ULブレーカ |
800個/コーナ
|
| 他社研磨ブレーカ (PVDコーテッド超硬) |
400個/コーナ
|