摩擦攪拌接合用セラミックツール | 超硬ツール
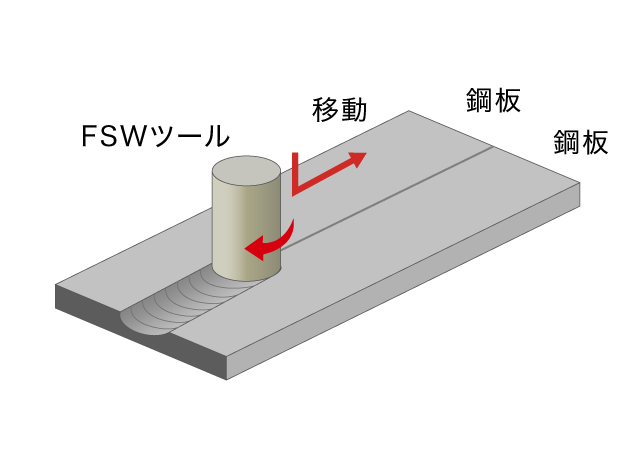
FSWはFriction Stir Weldingの略称、1991年に英国で開発された接合手法です。先端に突起の付いた円筒状ツールを高速回転させ被接合材の接合部分に押しつけ、発生させた摩擦熱で被接合材を軟化させ、ツール回転により塑性流動させて接合する固相接合技術です。
アーク溶接などの溶融溶接とは異なり被接合材を溶かすことなく接合することができるため、接合後の変形が少なく、継手の結晶粒細分化により接合部の強度低下が小さいというメリットがあります。 また、従来の接合方法と比べて省エネルギーで接合できるという特徴もあります。
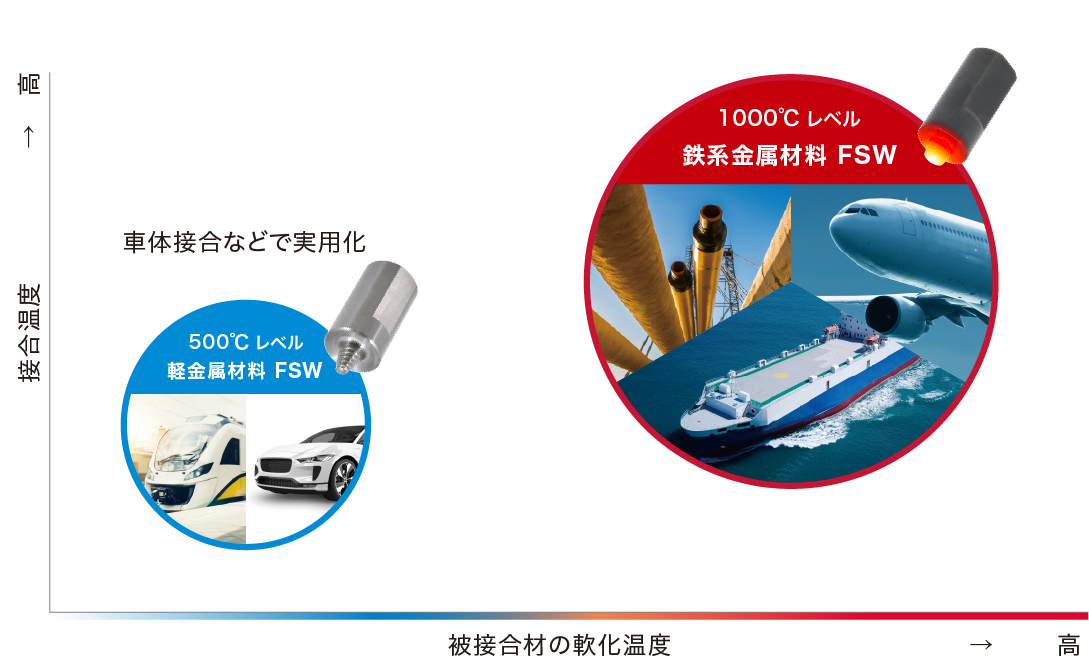
現在、軟化温度の低いアルミニウム合金などの接合技術においては広く普及し、鉄道車両や自動車などの製造において実用化が進んでいます。 一方で、軟化温度の高い鉄鋼など鉄/鋼系素材においては、高温特性に優れたツール材が少ない、又は既存ツールは非常に高価であり、なかなか普及していないのが実情です。
NTKは、自社が最も得意とするセラミック材料・技術で、高軟化温度素材へのFSW実用化に大きく貢献します。
*鉄系金属:鋼、ステンレス、銅
※⌀ 20 mm .787” より大きいサイズも可能、
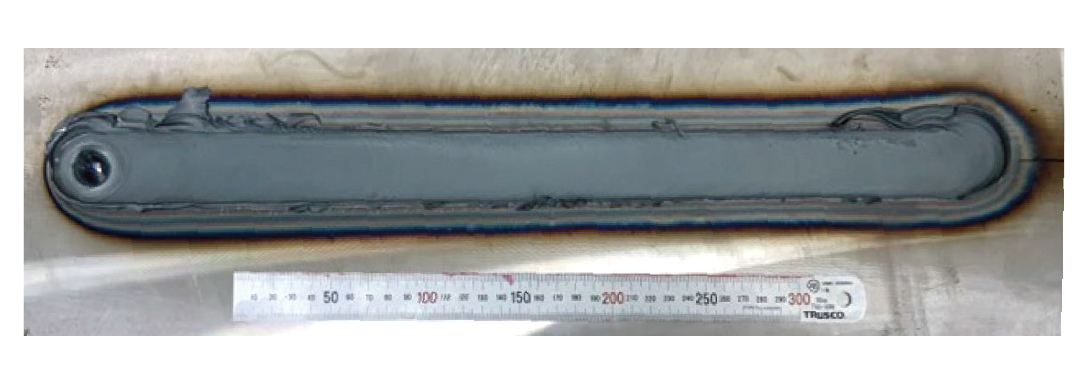
従来は鋼にSUSを溶射し表面性能を高めていましたがFSWにより容易に接合する事が可能です
接合前
従来手法 – 溶接
FSW(摩擦攪拌接合)
被接合材を溶かすことなく接合、接合後の変形が少ない
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。