

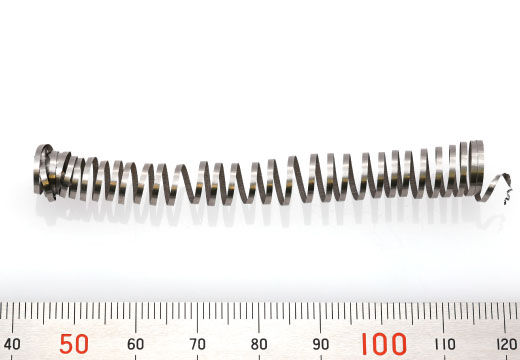
内部給油使用
 内部給油未使用
内部給油未使用





| 被削材分類 | 被削材 | 代表被削材 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
合金鋼 |
SCM435
4137
SCr420 5120 |
650 | 80 – 180 260 – 600 | 0.01 – 0.08 .0004 – .0031 |
| 炭素鋼 |
S10C
1010
S45C 1045 |
0.03 – 0.10 .0012 – .004 | |||
 |
難削ステンレス |
SUS316L
316LSS
17-4PH SUS304 304SS |
650 | 50 – 120 160 – 400 | 0.01 – 0.08 .0004 – .0031 |
| ST4 | |||||
| 快削ステンレス |
SUS303
303SS
SUS430F 430FSS |
650 | 0.03 – 0.10 .0012 – .004 | ||
| ST4 | |||||
 |
耐熱合金 |
Inco718
5589
ハステロイ MP35N 5844 |
650 | 20 – 60 70 – 200 | 0.01 – 0.08 .0004 – .0031 |
| コバルト クロム合金 |
ASTM F-75 | 30 – 80 100 – 260 | 0.01 – 0.08 .0004 – .0031 | ||
| チタン(合金) | Ti-6Al-4V AMS R56400 | 0.01 – 0.08 .0004 – .0031 |
| 駆動切替部品 | |
|---|---|
|
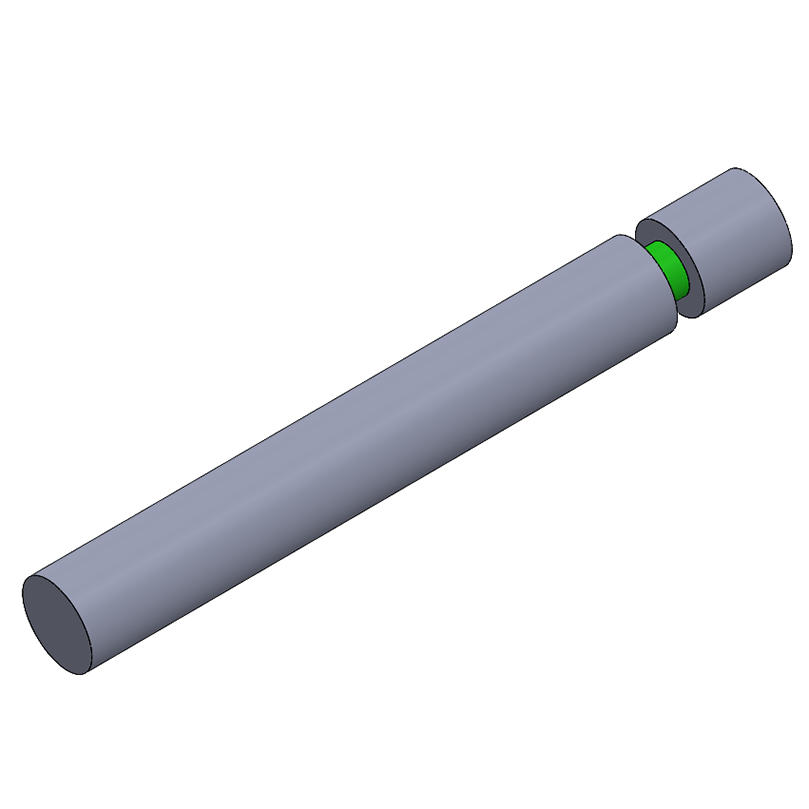 ø5.0 ø5.0 |
|
|
|
|
|
|
|
|
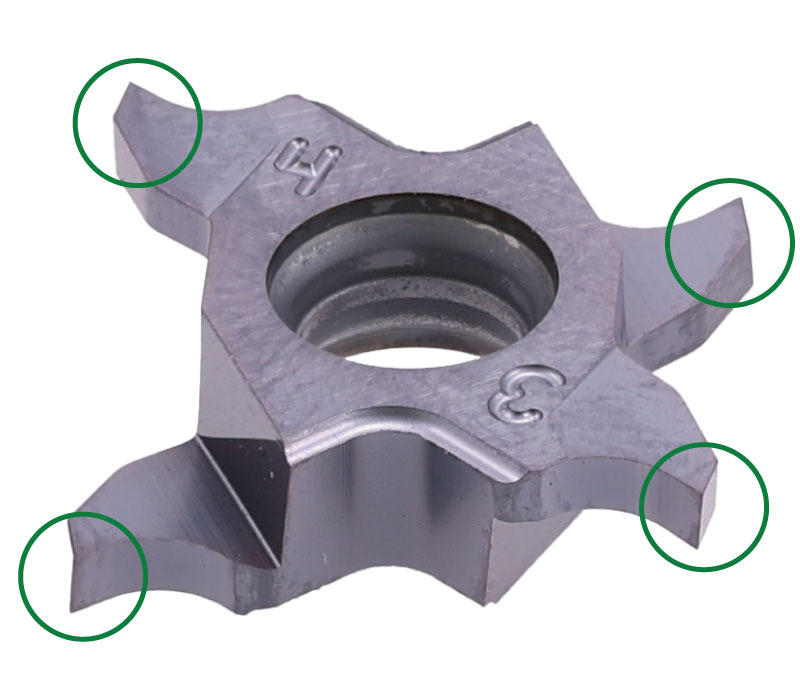
| ECO 4 CUT |
3,500個/コーナ×4
|
| 他社インサート (TiAlN) |
3,500個/コーナ×2
|
| 自動車部品 | |
|---|---|
|
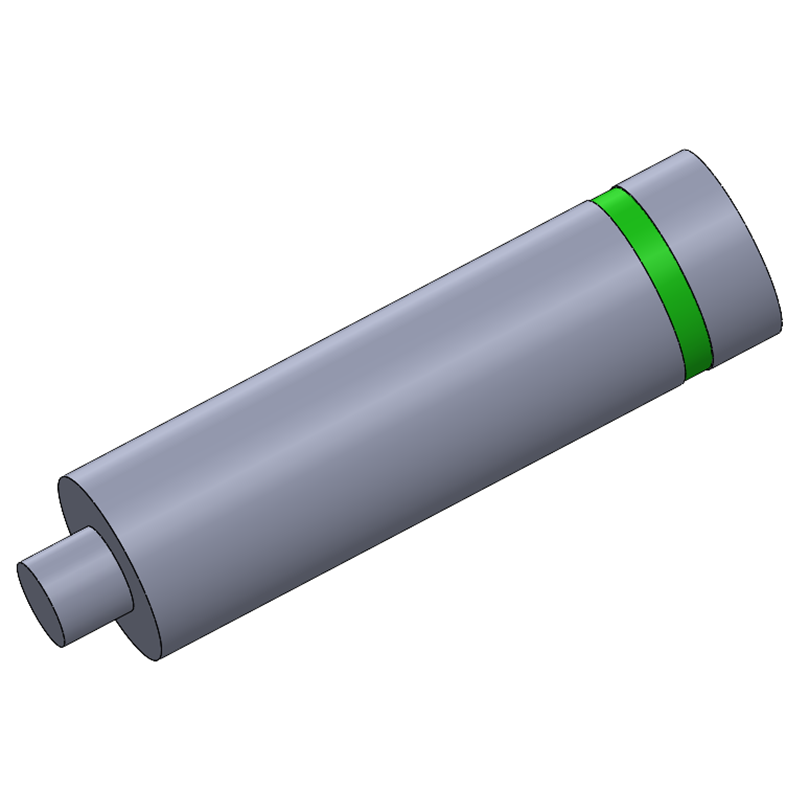 ø13.0 ø13.0 |
|
|
|
|
|
|
|
|
| ECO 4 CUT |
4,500個/コーナ
|
| 他社インサート (PVDコーテッド超硬) |
3,000個/コーナ
|