| 被削材分類 | 被削材 | 切削油 | NTK材質 第1推奨 |
切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
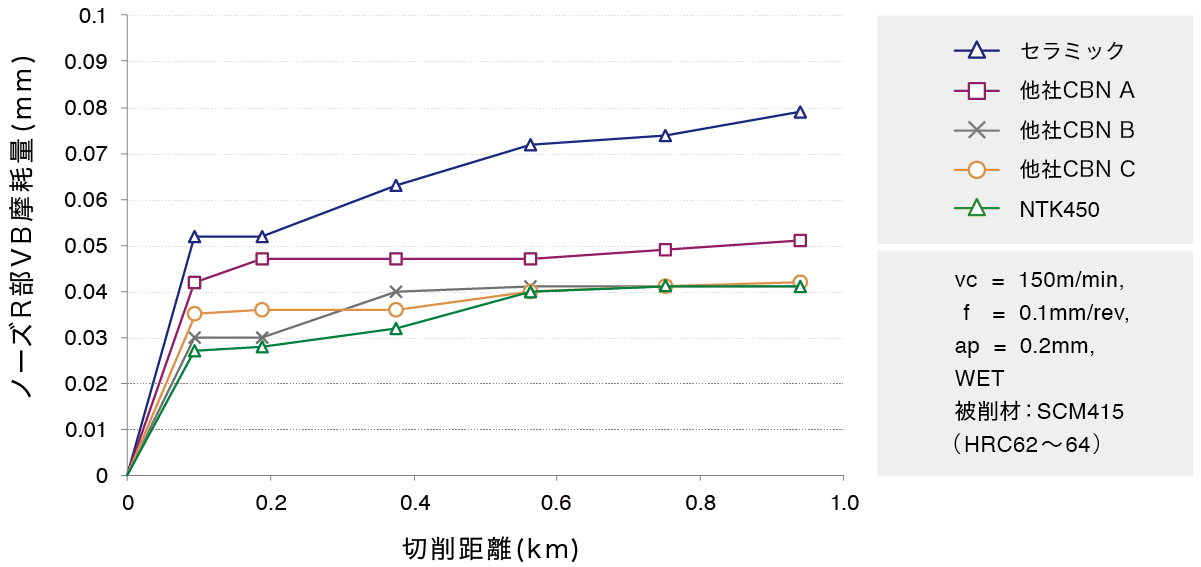
高硬度 旋削仕上げ加工(連続) |
DRY/WET | 450 | 40 – 200 130 – 660 | 0.1 – 0.7 .004 – .030 | 0.07 – 0.2 .003 – .008 |
| 産業用ロボット部品加工 | |
|---|---|
|
 加工径:
⌀60
⌀2.36 inch 加工径:
⌀60
⌀2.36 inch
|
|
|
|
|
|
|
|
|
| NTK450 TNGA160404 TNGA331 |
30個/コーナ
|
| 他社コーテッドCBN |
15個/コーナ
|
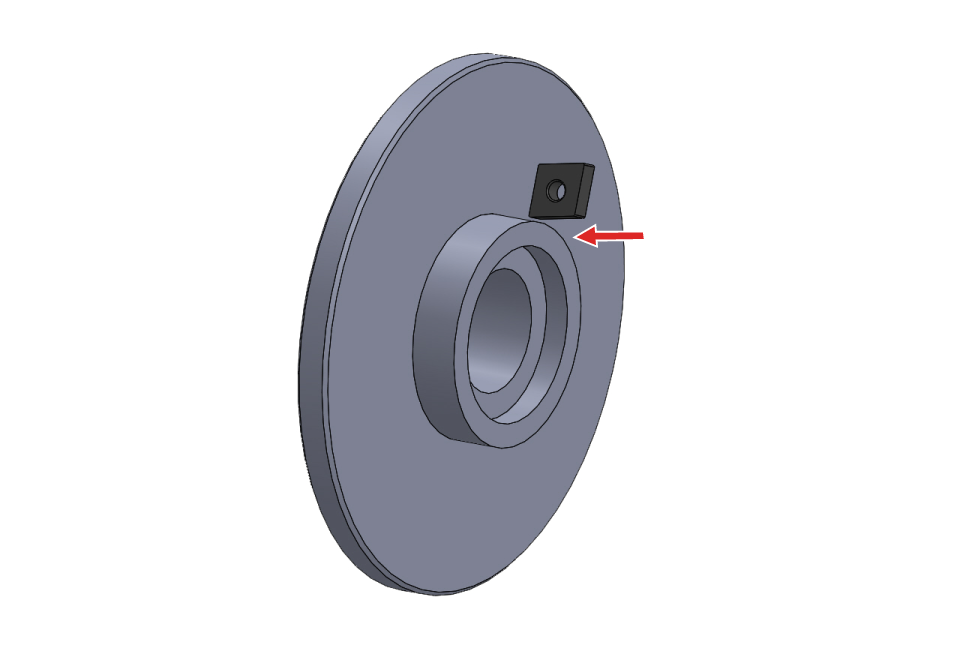
| ギア部品加工 | |
|---|---|
|
 加工径:
⌀150
⌀6 inch 加工径:
⌀150
⌀6 inch
|
|
|
|
|
|
|
|
|
| NTK450 CNGA120404 CNGA431 |
200個/コーナ
|
| 他社コーテッドCBN |
200個/コーナ
|
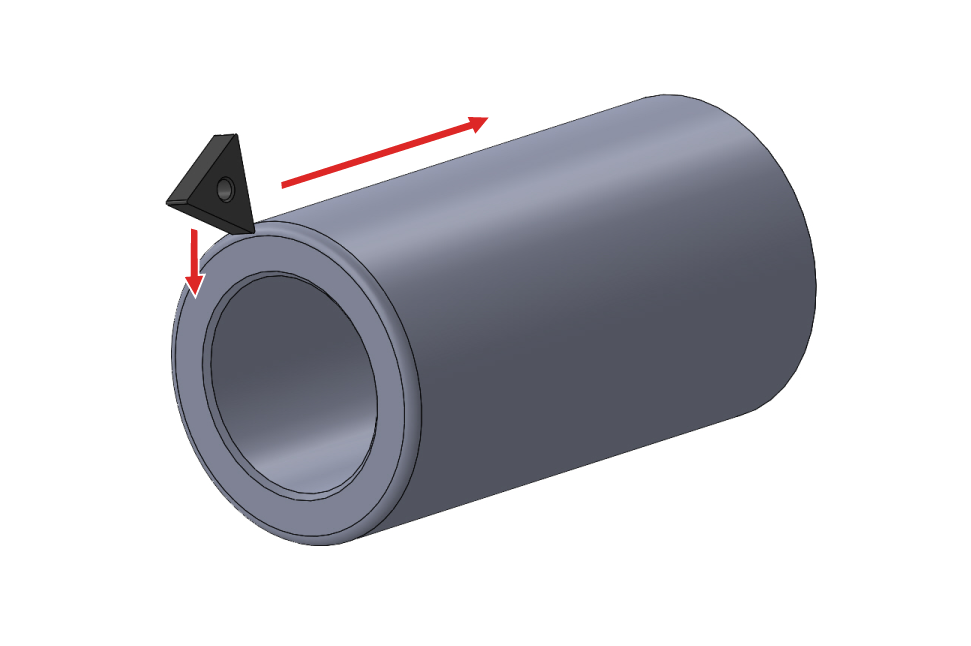
| ホルダ部品加工 | |
|---|---|
|
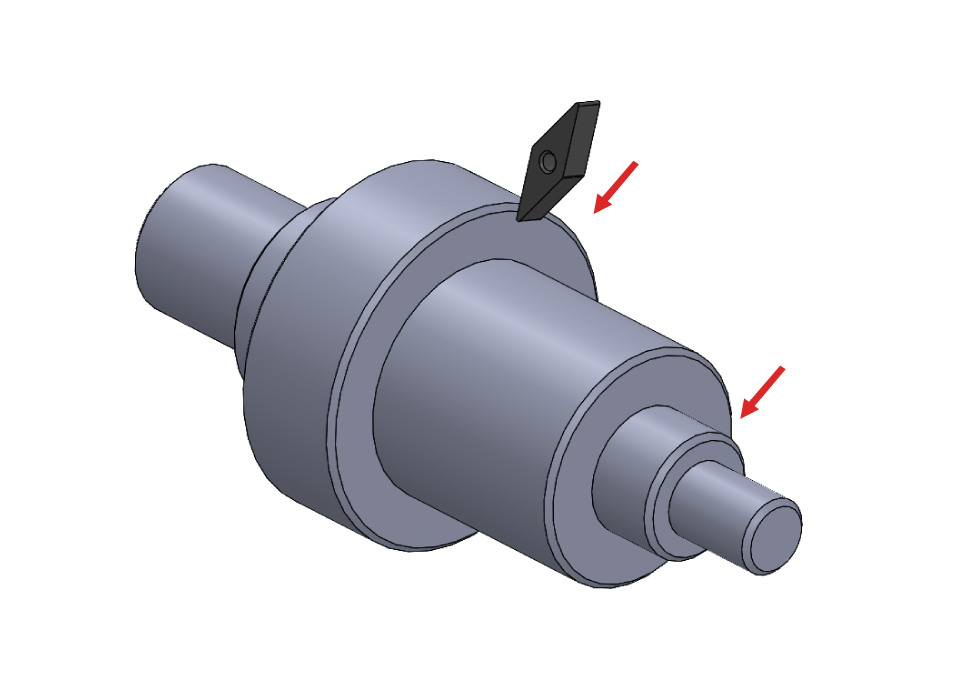 加工径:
⌀60
⌀2.36 inch 加工径:
⌀60
⌀2.36 inch
|
|
|
|
|
|
|
|
|
| NTK450 VNGA160404 VNGA331 |
20個/コーナ
|
| 他社CBN |
20個/コーナ
|
| 工具部品加工 | |
|---|---|
|
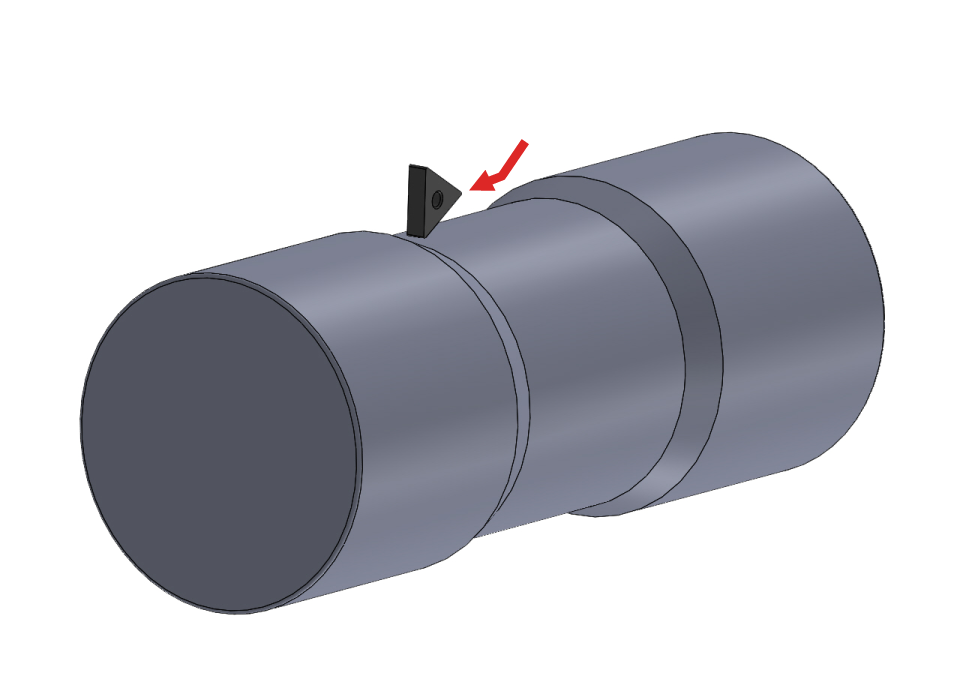 加工径:
⌀250
⌀10 inch 加工径:
⌀250
⌀10 inch
|
|
|
|
|
|
|
|
|
| NTK450 TNGA160404 TNGA331 |
16枚/コーナ
|
| 他社コーテッドCBN |
20個/コーナ
|
