
Thread WhirlingFor thread forming| Swiss CNC lathes
Highly efficient single pass machining of multi-lead threads
High productivity for precision screw manufacturing, like implant screws and bone screws
Ideal for medical screw thread forms that are becoming more complex
Single pass thread forming reduces cycle time
Product video
Features
- NTK's insert design technology creates precise inserts matching even the most complex thread forms
- Sharp cutting edges and PVD coated inserts generate superior surface finishes and achieves long tool life
Tooling application
Swiss CNC lathes threading
Comparison of single point and thread whirling process
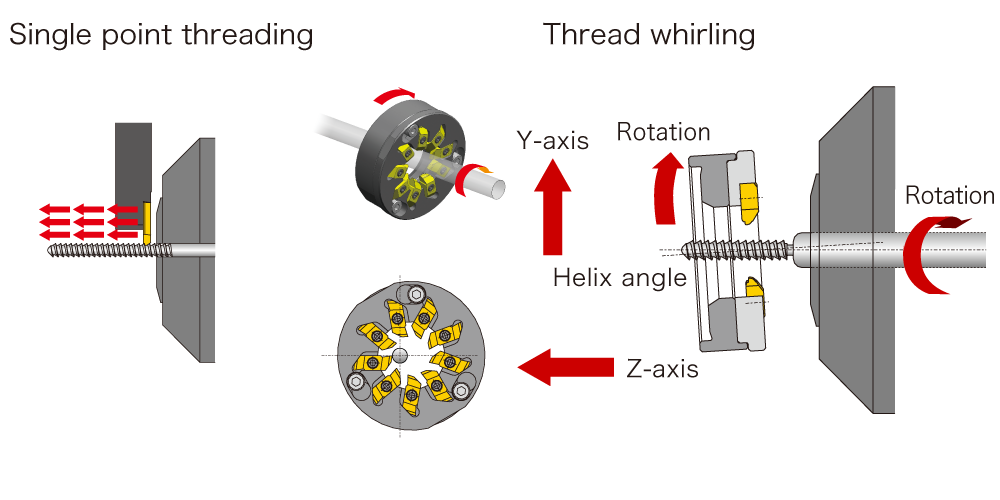
In thread whirling, the whirling head is tilted to a specific helix angle, the cutter is rotated at high speed, the bar stock (c axis) is rotated at a low speed, and the pitch (z axis) is the feed.
The inserts shear the material which enables single pass thread forming.
Multi-lead thread Single pass forming examples
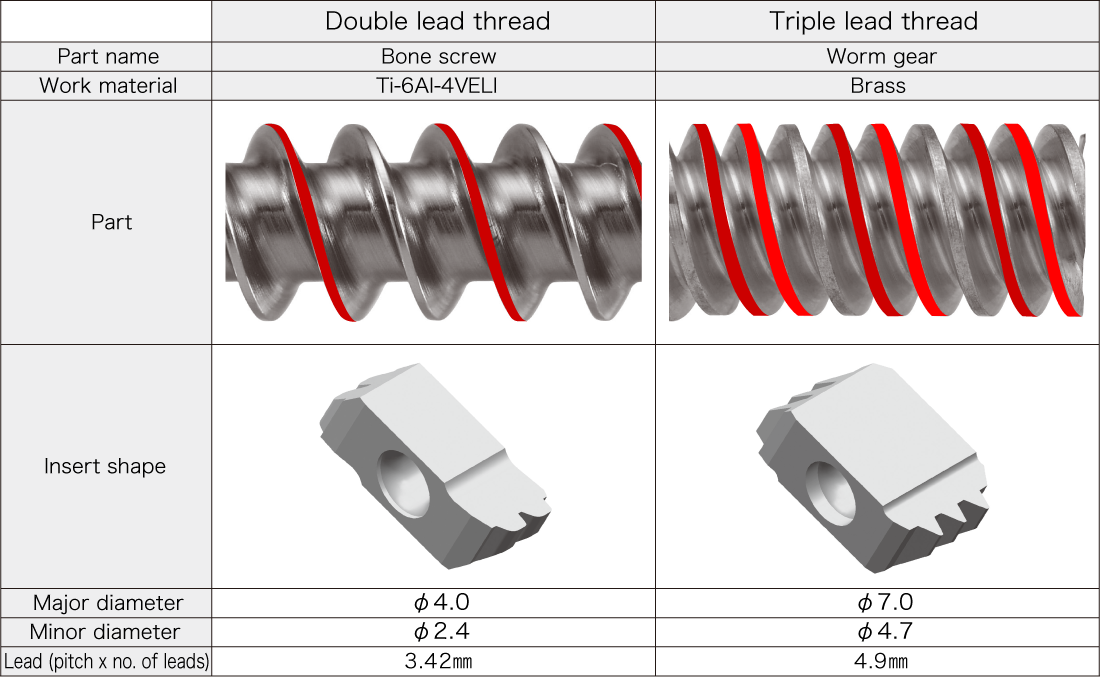
Machining multi-lead tread forms has many process requirements.
So it is important to contact us to discuss: mechanical specifications, spindle specifications, insert specifications, tooling specifications.
Thread Geometry
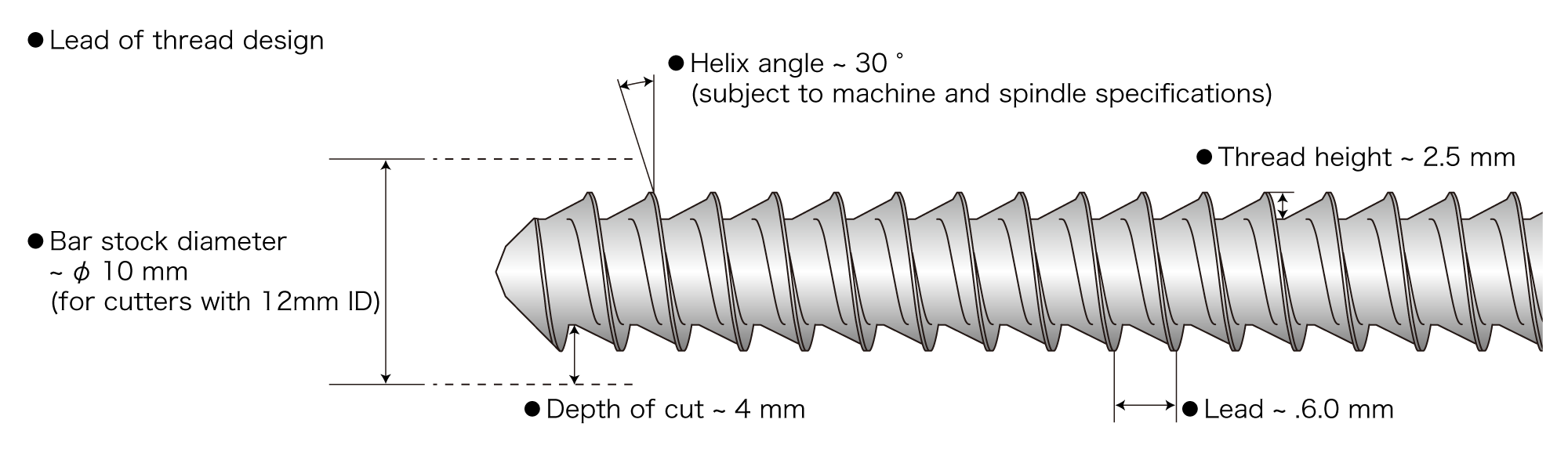
The geometries shown above are approximated and vary depending on actual application details.
Recommended cutting conditions
Scroll the table →
| Whirling cutter speed | Main spindle speed | Feed rate |
|---|---|---|
| 1,000 - 4,000 min-1 | 10 - 30 min-1 | Same as thread lead = pitch |
Target applications
Scroll the table →
| Workpiece diameters | Work materials |
|---|---|
| For cutter with ID of φ12mm |
Pure titanium, titanium alloys, SUS316, etc. |
Case study
| Worm gear | ||
|---|---|---|
| Work material : | Brass | |
| Bar stock diameter : φ7 | Major diameter : φ6 | Minor diameter : φ4 |
| Number of start : 2 | Helix angle : 10.1° | Hand of thread: left |
| Main spindle speed : | 30min -1 | |
| Whirling cutter speed : | 3,200min -1 | |
| Lead = Feed : | 2.8mm/rev | |
| NTK Thread Whirling 9 teeth |
25 seconds |
|
| Single point | 50 seconds |
|
By replacing the single point threading tools with a thread whirling system the machine time for threading operation is greatly reduced and the total cycle time for the part is cut by 50%.
| Pin | ||
|---|---|---|
| Work material : | Hastelloy | |
| Bar stock diameter : φ3 | Major diameter : φ1.5 | Minor diameter : φ1.1 |
| Number of leads : 1 | Helix angle : 4.3° | Hand of thread: right |
| Main spindle speed : | 20min -1 | |
| Whirling cutter speed : | 2,250min -1 | |
| Lead = Feed : | 0.3mm/rev | |
| NTK Thread Whirling 9 teeth |
600 pcs / corner |
|
| Single point | ||
By replacing the single point threading tools the threading system significantly improved tool life machining the difficult to cut Hastelloy material.
| Bone screw | ||
|---|---|---|
| Work material : | SUS316 | |
| Bar stock diameter : φ8 | Major diameter : φ3.45 | Minor diameter : φ2.67 |
| Number of leads : 2 | Helix angle : 7.5° | Hand of thread: right |
| Main spindle speed : | 23min -1 | |
| Whirling cutter speed : | 2,000min -1 | |
| Lead = Feed : | 1.24mm/rev | |
| NTK Thread Whirling 9 teeth |
2,600 pcs / corner |
|
| Competitor’s Thread Whirling 6 teeth | 1,000 pcs / corner |
|
NTK thread whirling inserts achieved 2.6 x longer tool life compared to the competitor's thread whirling inserts.
| Bone screw | ||
|---|---|---|
| Work material : | SUS316 | |
| Bar stock diameter : φ6.35 | Major diameter : φ3.23 | Minor diameter : φ2.2 |
| Number of leads : 1 | Helix angle : 8.5° | Hand of thread: right |
| Main spindle speed : | 15min -1 | |
| Whirling cutter speed : | 2,250min -1 | |
| Lead = Feed : | 1.27mm/rev | |
| NTK Thread Whirling 9 teeth |
1,200 pcs / corner |
|
| Competitor’s Thread Whirling 12 teeth | 1,000 pcs / corner |
|
| Competitor’s Thread Whirling 3 teeth | ||
NTK whirling inserts achieved 1.2 to 3 times longer tool life compared to the competition.
Tool lineup
Please check product catalog for tooling lineup
Other recommended products
-

SHAPER DUOFor socket hole machining| Swiss CNC lathes
Highly productive socket hole machining
-

ZM3Versatile grade with excellent adhesion resistance | Carbide grade for Swiss CNC lathes
Best selling grade for Swiss -type lathes
-

CTP/CTPA-CX chipbreakerFor cut-off operations with max. diameter up to 16mm| Swiss CNC lathes
Tightly curls chips to prevent tangling
-
CSV seriesDesigned to machine extremely small diameter workpieces | Swiss CNC lathes & CAM style machines
Ideal for small parts manufacturing
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab