
スイス型CNC自動旋盤とCNC旋盤。同じ旋盤機ですが、全くの別物ってご存知でしたか?
今回は、スイス型CNC自動旋盤とCNC旋盤の機械構造より、使用される切削工具の「4つ」の違いをご紹介します。
「スイス型CNC自動旋盤」と「CNC旋盤」は何が違うのでしょうか?
- 特長
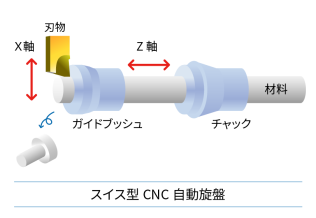
- バー材から1つの部品を大量に加工するのが得意です。
材料が尽きるまで、金太郎飴のように連続して自動加工します。 - 刃物がX軸, ワークがZ軸に移動することで加工を行います。
- ガイドブッシュがワークをサポートし、ガイドブッシュの近くで加工する為、ワークが「ビビル」「たわむ」ことなく加工できます。そのため細くて長いワークの加工が得意です。
モータ部品など厳しい精度が必要な部品加工に最適です。 - 「φ1.0mm」の材料径も加工できるんですよ。
- 特長
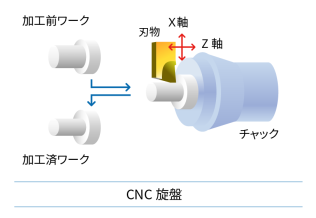
- 素材を1つ1つチャックで掴んで加工します。
ワークの取付・取り外しは人もしくはロボットが行います。 - 刃物がX軸、Z軸に移動することで加工を行います。
- ワークの形に合わせてチャックする為、加工できる部品の幅が広いです。
- 鍛造、鋳込み後など、ある程度形になった素材の加工が可能です。
「スイス型CNC自動旋盤」と「CNC旋盤」は機械構造、加工するワーク、大きさが異なるため、切削工具もそれに合わせた選定が必要です。 それでは、CNC自動旋盤で使用される切削工具の特長を見ていきましょう。
違い1. ホルダ
ホルダは保持具とも呼ばれ、インサート性能を発揮する上で、重要な構成部品です。 スイス型CNC自動旋盤とCNC旋盤において使用されるホルダの違いをご説明致します。
スイス型CNC自動旋盤用ホルダ
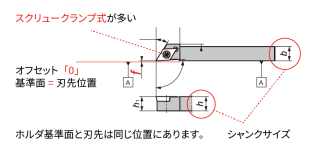
- シャンクサイズは、「□8, □10, □12, □16」が多く、CNC旋盤機用ホルダよりも小型になります。
- スクリュークランプ式は構造がシンプルなため、小型インサートを搭載する小型ホルダに適しています。また、インサートクランプ力が強く、刃先位置決め精度に優れており、精密部品の高精度加工に最適です。
- オフセットは「0」のものが多く、「ホルダ基準面=刃先位置」となります。
CNC旋盤用ホルダ
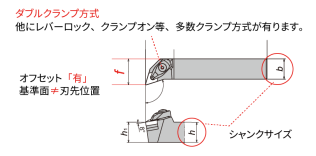
- シャンクサイズは、「□20, □25, □32」が多いです。
- インサートクランプ方式は多数有ります。
- ネガインサートの使用時には、ホルダに横すくい角と前すくい角が付きます。
違い2. インサート形状・・・ポジインサートとネガインサート
「CNMG・・」「DNMG・・・」CNC旋盤を使い慣れている方は、なじみのあるインサート形状ではないでしょうか。 スイス型CNC自動旋盤も同じ旋盤だからいつも使ってるインサートで加工しようと考えている方!! 注意してください。 CNC旋盤で使用される「CNMG・・・」「DNMG・・・」などのインサートは、使用コーナ数が多く、刃先にホーニングが施してあり刃先強度に優れます。そのため、ワークをバリバリ削るのには最適です。 一方、スイス型CNC自動旋盤で「CNMG」のような「ネガインサート」を使用すると、切削抵抗が高くなりやすく「ビビリ」「ワークたわみ」が発生してしまいます。 スイス型CNC自動旋盤では「ポジインサート」の使用をおすすめします。その理由をご説明致します。
スイス型CNC自動旋盤では、CNC旋盤に比べ、小径でかつ精度が必要なワークを加工します。
切削抵抗が高いと「ビビリ」「寸法不良」の原因となるため、逃げ角が付いた「ポジインサート」を使用することで切削抵抗を減らし、安定した加工を実現します。
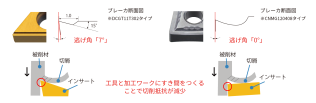
上図のように逃げ角が大きいほど、工具と加工ワークが接する面積を小さくできます。それにより切削抵抗が低減がされます。
違い3. インサート精度・・・G級とM級
ISO形状インサートには、精度等級が定められています。 スイス型CNC自動旋盤とCNC旋盤に使用されるインサート精度の違いをご説明致します。
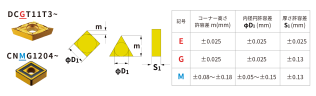
上の表は、CNC旋盤で一般的に使用される「M級」とスイス型CNC自動旋盤でよく使用される「G級」「E級」を比較したものです。
インサート品番の「G」や「M」はインサート精度を意味しています。「CNMG・・・」や「DNMG・・・」などのインサートがM級精度となります。
一方「DCGT・・・」や「CCGT・・・」などのインサートはG級精度となります。
表のように「G」級と「M」級ではインサート精度が大きく異なります。
「コーナー高さ」「内接円許容差」は、刃先位置精度、つまりワーク寸法の精度に影響します。「厚さ許容差」は刃先の心高さに影響します。
スイス型CNC自動旋盤は、小径ワークを高精度に加工する必要があるため、M級よりもインサート精度が高い「G級」、もしくはさらに精度が高い「E級」が使われます。また、G級やE級のインサートは上下面に加え外周面を高精度に研磨しており、切れ味にも優れます。
スイス型CNC自動旋盤では、「G級」や「E級」精度のインサートの使用を強くお勧めします。

違い4. コーティング・・・PVDとCVD
工具の性能、加工ワークの品質を決める上で重要な要素、それがコーティングです。 コーティングには大きく2種類( CVD と PVD )があります。 スイス型CNC自動旋盤に適してるのはどちらのコーティングでしょうか?
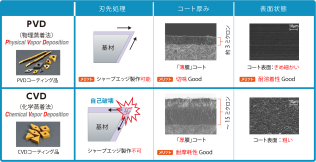
CNC旋盤で使用される「CNMG」や「DNMG」などのインサートは一般的にCVDコートが施されています。
CVDコートは、PVDコートに比べ「厚膜」にすることができ、耐摩耗性に優れます。
一方で厚膜コートの為、「自己破壊」をおこしやすく、コートの表面が粗いといったデメリットがあります。
高い精度が必要なスイス型CNC自動旋盤加工では、「切れ味」が重要なため薄膜でシャープエッジが可能なPVDコートが適しています。
また加工するワーク径が小さく、CNC旋盤ほど切削速度が上がりません。そのため、耐溶着性に優れコート表面が「きめ細かい」PVDコートが適しています。
上図のようにPVDコートは「切れ味」「寸法安定性」「耐溶着性」に優れているため、スイス型CNC自動旋盤に最適なコーティングと言えます。
スイス型CNC自動旋盤とCNC旋盤で使用される切削工具の違い「4つ」お分かり頂けましたでしょうか。
NTKではCNC自動旋盤に特化した工具を多数ラインナップしています。加工でお困りの際は、ぜひご検討ください。