
瑞士型数控自动车床和数控车床。虽然是同样的车床,但你知道它是完全不同的吗?
本次,从瑞士型CNC自动车床和CNC车床的机械结构,介绍所使用的切削工具的”4个”差异。
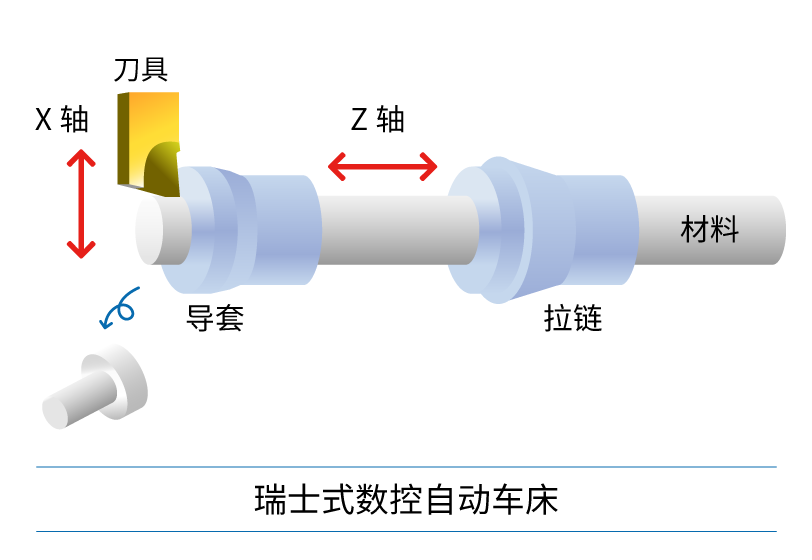
“瑞士型CNC自动车床”和“CNC车床”有什么不同呢?
- 特点
- 我擅长从杆材上大量加工1个部件。
像金太郎糖一样连续自动加工,直到材料用尽。 - 刀具沿X轴移动,工件沿Z轴移动。
- 由于导套支撑工件并在导套附近进行加工,因此工件可以在不“变硬”或“弯曲”的情况下进行加工。因此擅长细长的工件的加工。
它最适合于需要严格精度的零件加工,如电机零件。 - 还可以加工“φ1.0 mm”的材料直径。
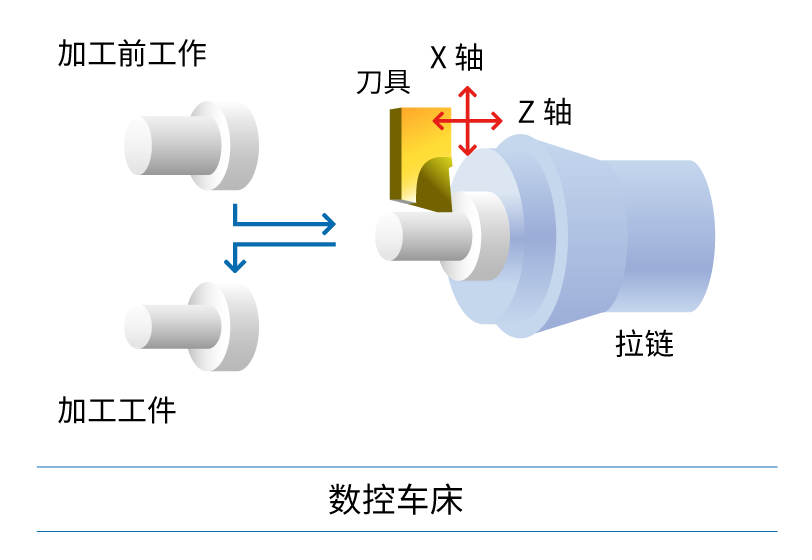
- 特点
- 用一个拉链夹着材料进行加工。
工件的安装和拆卸是由人或机器人进行的。 - 刀具沿X轴和Z轴移动以进行加工。
- 为了配合工件的形状进行卡盘,可以加工的零件的宽度很宽。
- 锻造,铸造后等,在某种程度上成为形状的素材的加工是可能的。
由于“瑞士型数控自动车床”和“数控车床”在机械结构,加工的工件和尺寸上是不同的,因此切削工具的选择也是必要的。 让我们来看看数控自动车床中使用的切削刀具的特点。
差异1.支架
保持器也称为保持器,是发挥芯片性能的重要元件。我们将解释瑞士数控自动车床和数控车床使用的保持架之间的差异。
瑞士式数控自动车床夹持器
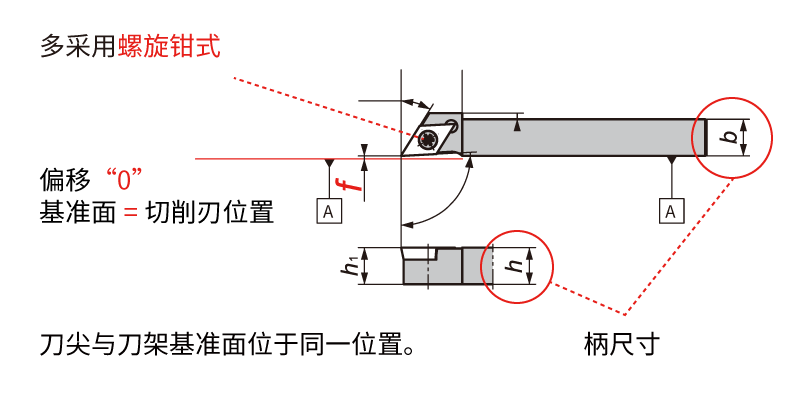
- 刀柄尺寸通常为“-8,-10,-12和-16”,比CNC车床支架更小。
- 螺丝夹式结构简单,适用于安装小型芯片的小型支架。
此外,刀尖夹紧力强,刀口定位精度优良,非常适合精密零件的高精度加工。
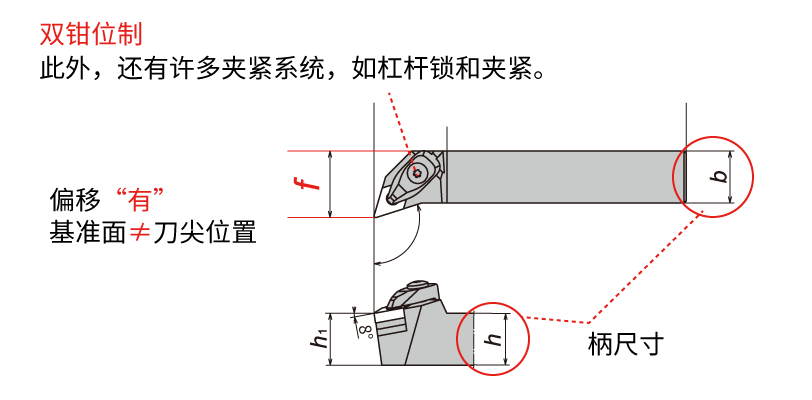
- 偏移大多为“0”,“刀架基准面=刀尖位置”
数控车床支架
- 柄尺寸通常为“-20,-25,-32”。
- 有很多芯片夹紧方式。
- 当使用负片时,保持架具有侧前角和前前角。
差异2.芯片形状 … 正芯片和负芯片
“CNMG…”,“DNMG…”如果你熟悉CNC车床,你可能会熟悉它的芯片形状。 瑞士型CNC自动车床也是同样的车床,所以想用一直使用的芯片来加工的朋友 !! 请注意。 CNC车床使用的“CNMG…”,“DNMG…”等刀尖,使用的角数多,在刀尖处进行珩磨,刀尖强度优良。 因此,最适合最大限度地削减工作。另一方面,如果在瑞士型CNC自动车床上使用“CNMG”这样的“负切屑”,切削阻力很容易变高,导致“抖振”和“工件挠曲”。 建议在瑞士数控自动车床中使用“正片”。我来解释一下理由。
与CNC车床相比,瑞士数控自动车床加工的工件更小,精度更高。
由于高的切削阻力会导致“抖振”和“尺寸缺陷”,因此使用带有余隙角的“正切屑”可以减少切削阻力,从而实现稳定的加工。
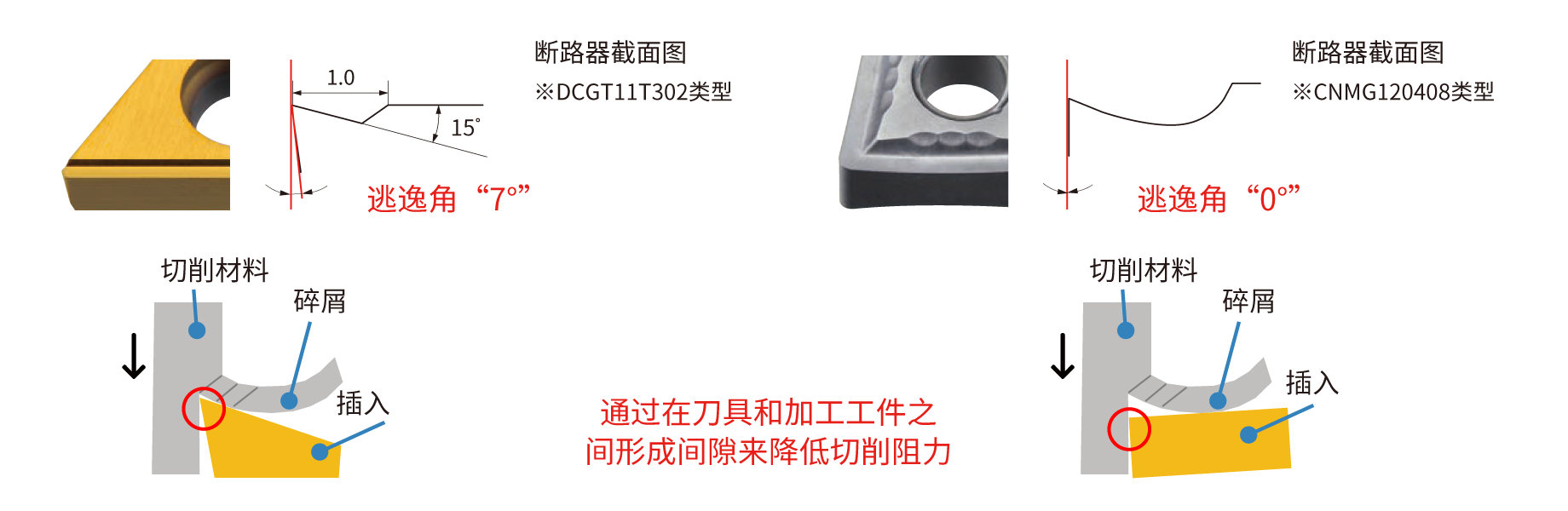
如上图所示,余隙越大,刀具与加工工件接触的面积就越小。因此,切削阻力减小。
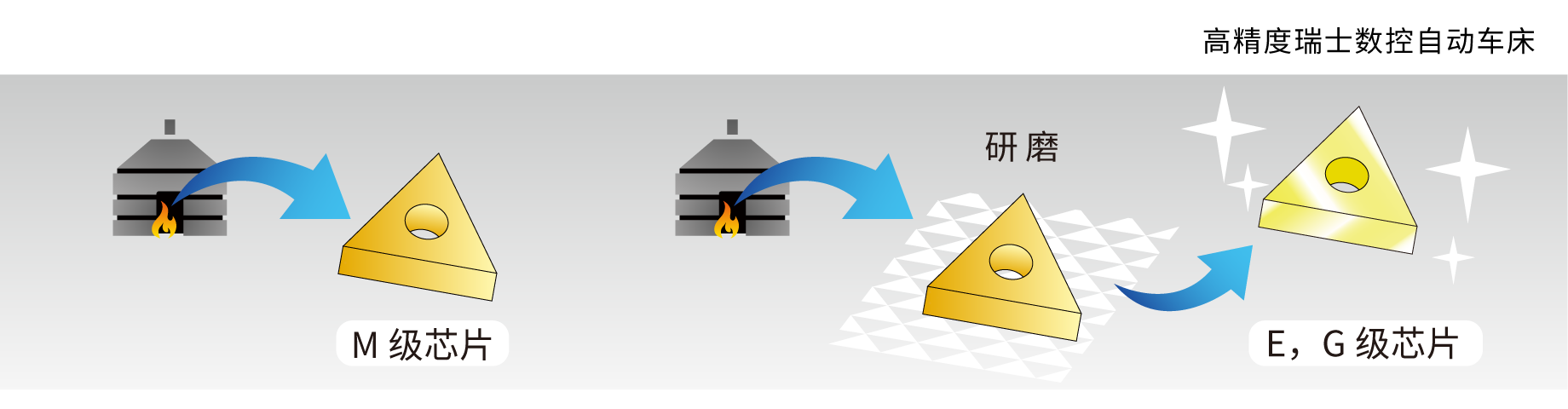
差异3.芯片精度 … G级和M级
ISO形状芯片具有精度等级。我们将解释瑞士数控自动车床和数控车床的切屑精度差异。
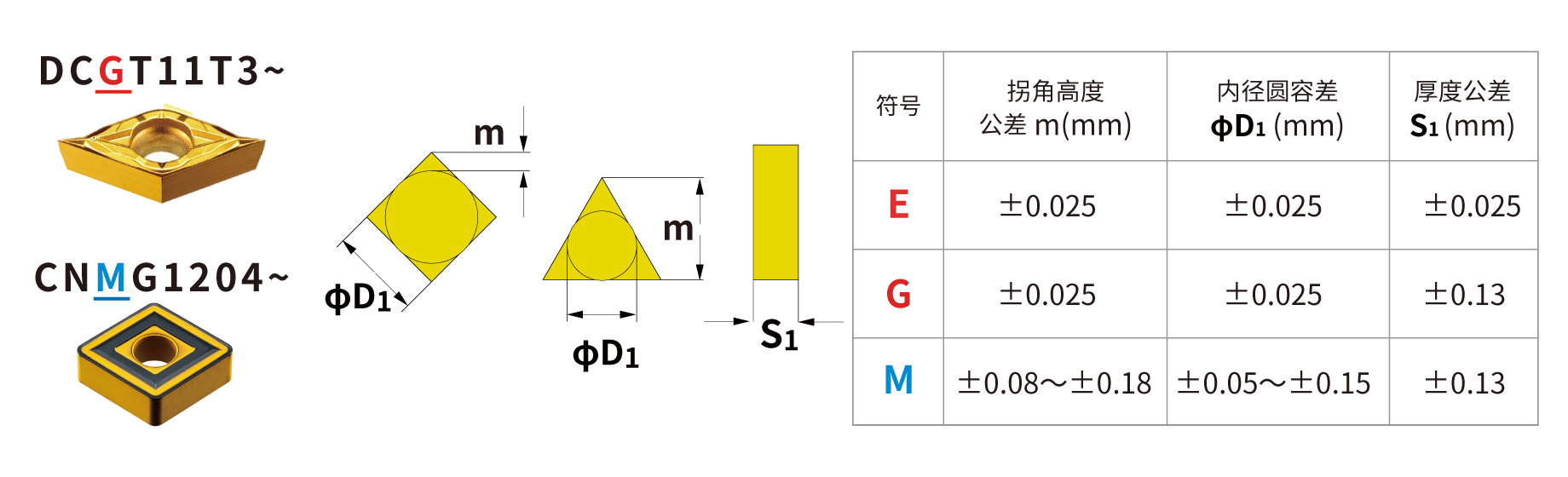
上表比较了CNC车床常用的“M级”和瑞士型CNC自动车床常用的“G级”“E级”。
芯片编号中的“G”和“M”表示芯片精度。“CNMG…” 和“DNMG…” 等芯片具有M级精度。另一方面,“DCGT…” 和“CCGT…” 等芯片的精度为G级。
如表所示,“G”级和“M”级的芯片精度差异很大。“拐角高度”“内切圆公差”会影响切削刃位置精度,即工作尺寸的精度。
“厚度公差”影响切削刃的中心高度。由于瑞士数控自动车床需要对小直径工件进行高精度加工,因此使用的是“G级”或“E级”,前者具有比M级更高的芯片精度,后者具有更高的精度。此外,G级和E级的刀尖除了上表面和下表面之外,外周表面也被高度精确地抛光,并且在锋利性方面也是非常出色的。
对于瑞士型CNC自动车床,强烈建议使用“G级”或“E级”精度的芯片。
差异4.涂层 … PVD和CVD
决定刀具性能和加工工件质量的关键因素是涂层。有两种主要涂层(CVD和PVD)。哪种涂层适合瑞士数控自动车床?
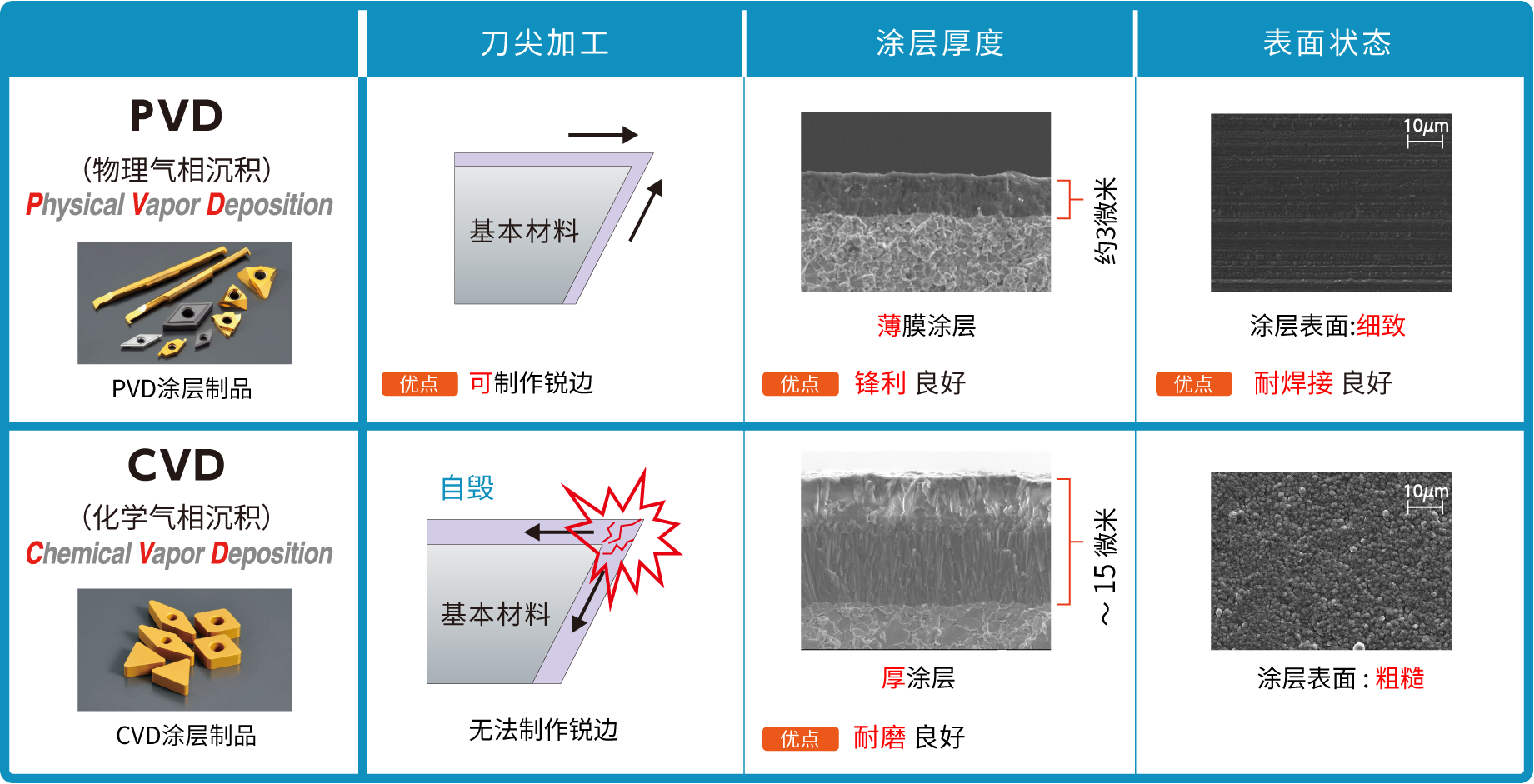
NC车床中使用的芯片,如“CNMG”和“DNMG”,通常涂有CVD涂层。
CVD涂层可以比PVD涂层更厚,并且具有更好的耐磨性。另一方面因为厚膜涂层,容易发生「自破坏」,有涂层的表面粗糙这样的缺点。
对于需要高精度的瑞士数控自动车床,由于“锋利度”的重要性,PVD涂层是理想的,因为它可以在薄膜上形成尖锐的边缘。此外,要加工的工件直径较小,切削速度不像CNC车床那样快。因此,PVD涂层是合适的,因为它具有优异的抗焊接性和“精细”的涂层表面。
如上图所示,PVD涂层具有优异的“锋利度”,“尺寸稳定性”和“耐焊接性”,因此可以说是瑞士数控自动车床的最佳涂层。
瑞士型CNC自动车床和CNC车床所使用的切削工具是否有”4个”差异。
NTK有许多专用于CNC自动车床的工具。加工困难的时候,请务必讨论。