你知道下面这张图代表什么吗?
 该图显示了未出现“圆度”的工件的测量结果。
该图显示了未出现“圆度”的工件的测量结果。
在要求“高精度”的数控自动车床加工中,圆度很重要。
这次,介绍瑞士型CNC自动车床加工不出“圆度”时想要确认的“两点”。
未出现“圆度”时的检查点①“导套”
确认1. 导套的抓取力
影响圆度的1号的原因是导向套筒。在某些情况下,检查导套可以解决圆度问题。
左图中的变形形状是在导套的抓取力较弱且工件材料摆动的情况下进行加工的结果。因此,圆度崩溃了。
对策 将导套调整到适当的“抓取力”。
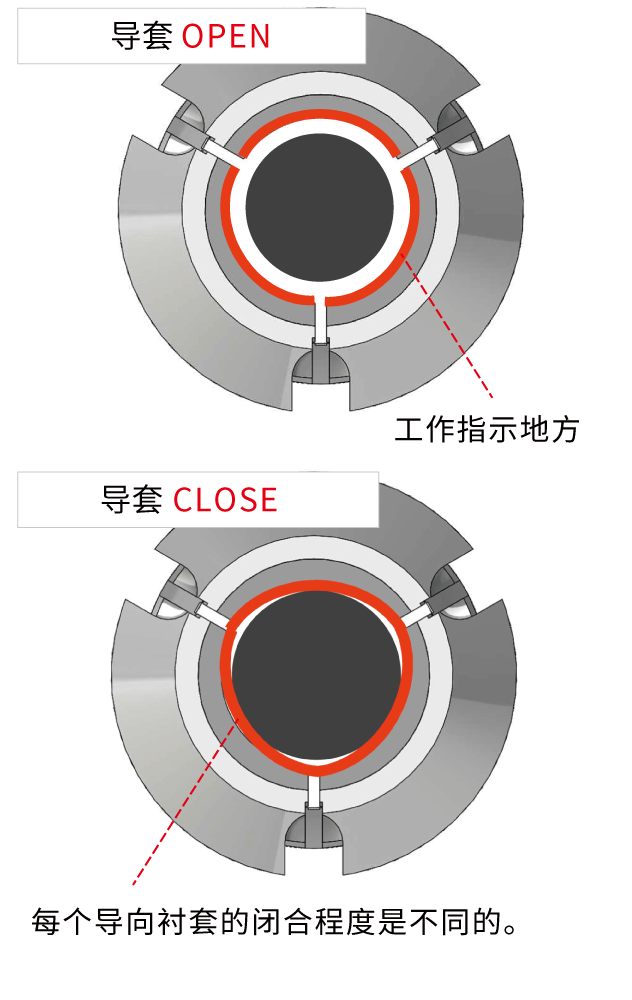
确认2. 导套的“偏差”
当导套关闭时,工件材料直径的均匀支撑变得很重要。
但是,在导向衬套的制造上,存在个体差异(偏差),关闭到何处接近正圆形状,根据导向衬套的不同而不同。
因此,如果导套与工件材料直径不相容,则工件材料将被“点接触”支撑,从而影响圆度。
对策 将导套更换为更精确的导套(更均匀地抓取工件)。
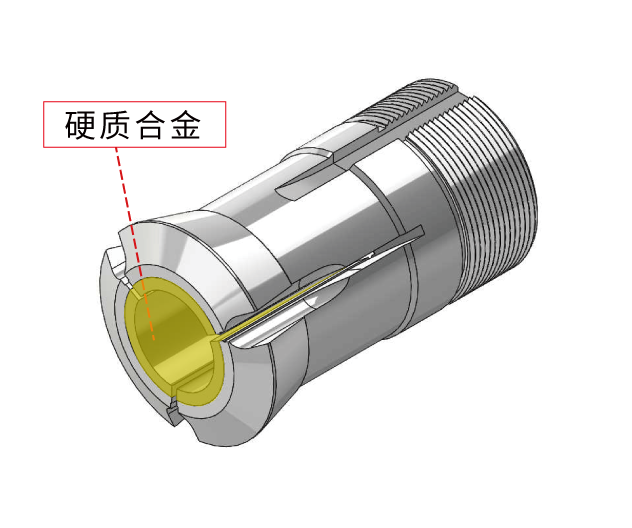
确认3. 导套的“性能下降”
长时间使用导套会使工件支承件(硬质合金)磨损。结果,工件保持精度变得不稳定,圆度可能变得不理想。
对策 请确认一次使用的导套。
未出现“圆度”时的检查点② “切削刀具”
影响圆度的第2个要因是「切削工具」。这里,“锋利度”是关键。
正如我们在“上一期专栏”中所介绍的,瑞士型CNC自动车床加工需要高精度加工小直径工件,因此需要一种锋利的切削刀具。

上图是用切削刃不同的3个切削工具对纯钛和SUS304进行加工,测定正圆度的图。
①是「G级精度※」「PVD涂层」「锐刃」,成为锋利度最优秀的切削工具。
锋利度好可以降低切削阻力,防止被切削材料压在导套上。结果可能会产生良好的圆度。
※G级精度芯片:有抛光外周的工具
对策 为了出对策圆度,使用锋利度好的下列规格的切削工具吧。
影响锋利度的因素

在瑞士型CNC自动车床加工中,不出现“圆度”时确认的“2个”要点您明白了吗?
NTK有许多专用于CNC自动车床的工具。加工困难的时候,请务必讨论。