
对切 “工艺是自动车床加工的一个标准。。
对于对接切削刀具,你需要根据你的加工情况选择合适的刀柄/刀片几何形状,但你可能会对选择哪种刀柄感到茫然。
在本专栏中,工具选择的关键点被分为四个步骤。
了解每一种的特点,并根据你的加工情况选择合适的对接切割工具。
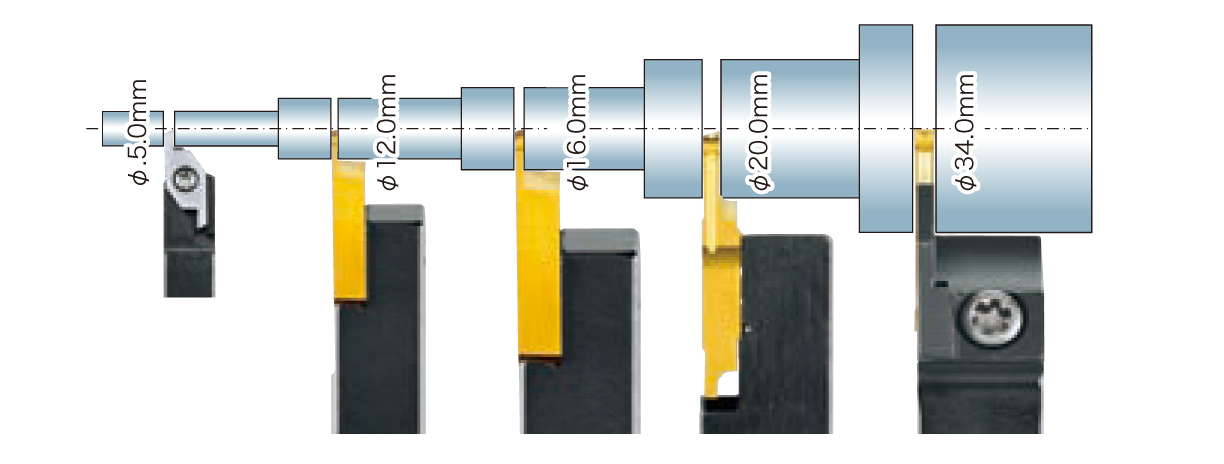
第1步:检查刀柄的尺寸和要切割的工件的直径。
-
- 检查支架的 “柄部尺寸”。
機需要安装的刀柄尺寸取决于机床。 检查机器规格或操作说明。
- 检查支架的 “柄部尺寸”。
-
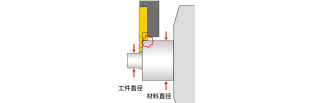
- 检查 “材料直径 “和 “执行切割时的工件直径”。 这对防止刀具和工件之间的干涉很重要。
-
- 最后,从目录中选择相应的对接切割工具。 参考资料:2020-2021年NTK对接切割工具阵容 (English)
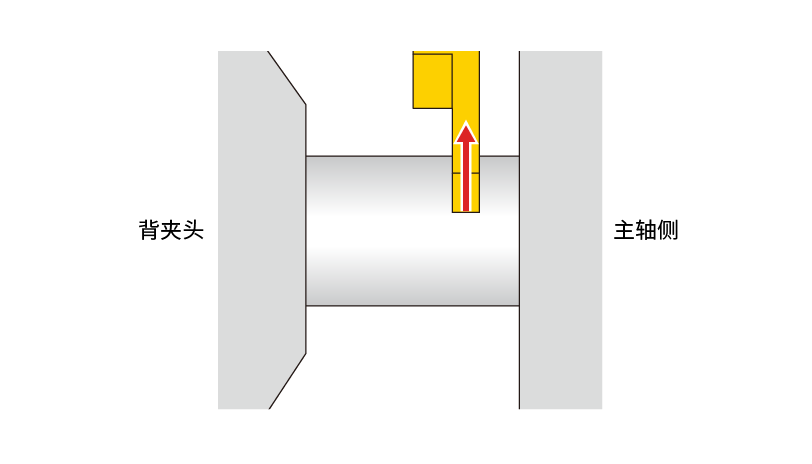
第二步:选择支架。
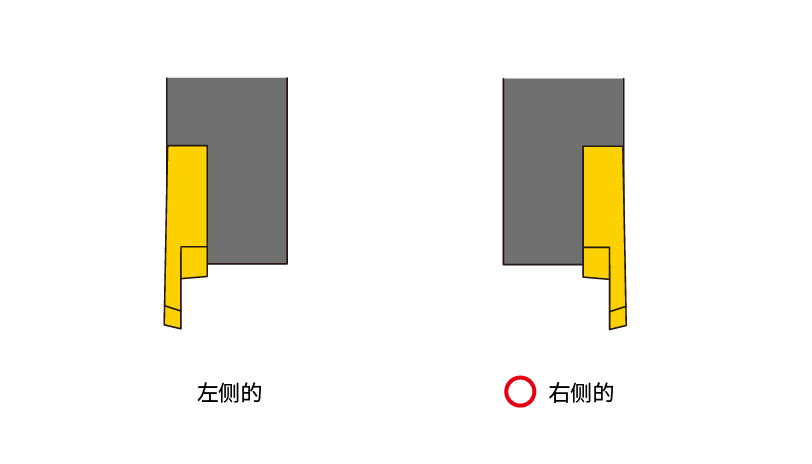
工具可以是 “左侧的 “或 “右侧的”。
基本上是使用 “右侧”,但 “左侧 “是在处理场景不能用 “右侧 “处理时使用。
使用左侧的情况包括,例如,以下模式。
①当工件的总长度太短,后卡盘无法夹住工件时。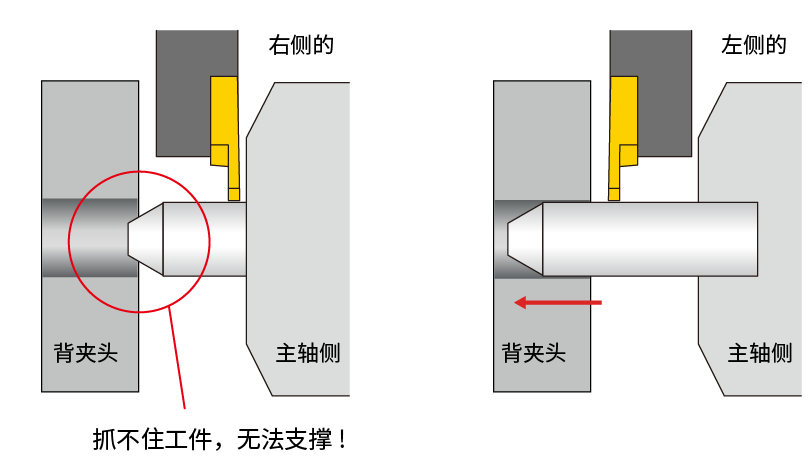
②使用凸轮式自动车床时
凸轮驱动的自动机的主轴旋转是相反的,所以赢家的角色在左右两边互换。
什么是*-SUB持有人?
鞘牌夹持器 “是专为与鞘牌夹头(特殊产品)一起使用而设计的夹持器。
-SUB夹持器可以避免夹头卡盘与夹持器的干涉,并且可以在更靠近导套侧的位置进行加工。
这些夹头非常适合于工件刚性较弱的对接切割操作。
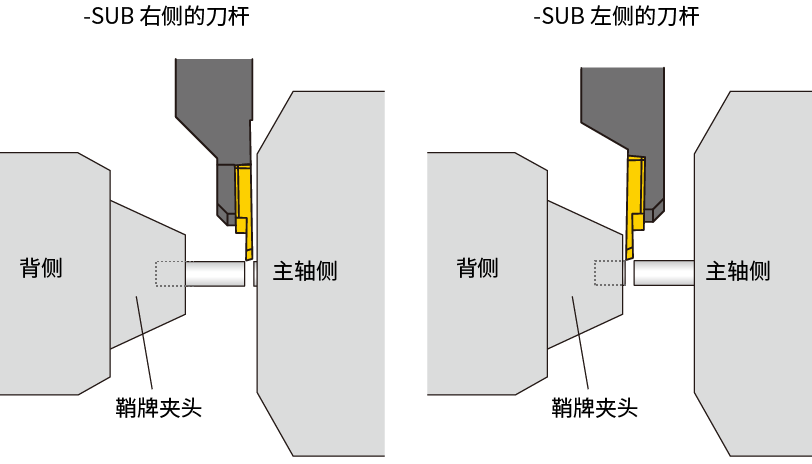 *如果工件总长度较短,请使用 “左手”-SUB支架。
*如果工件总长度较短,请使用 “左手”-SUB支架。
点击这里查看SUB持有人阵容 (English)

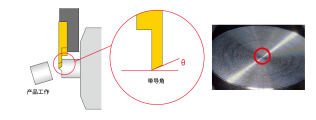
第3步:选择插入形状
在选择了一个支架后,选择一个插件。
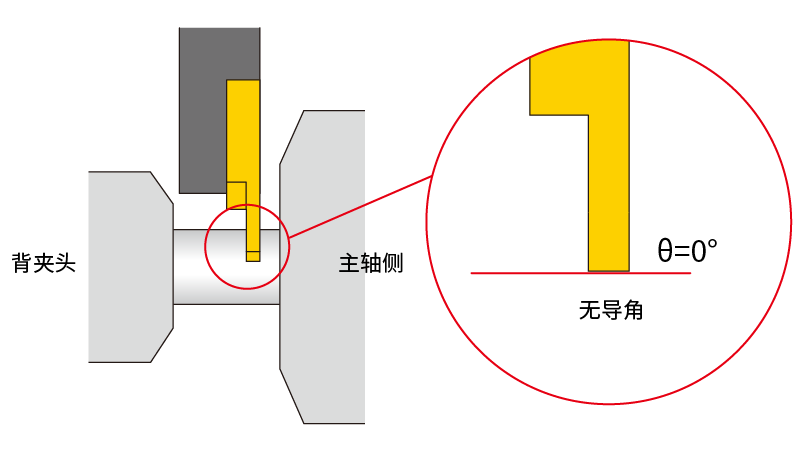
刀片形状有两种类型:有前导角的,有倾斜的切削刃;无前导角的,没有倾斜的切削刃。
基本上,使用 “无导角的产品”,但根据加工情况,使用 “有导角的产品”。
无导角
使用无铅角钢刀片的优点①
与铅直角刀片相比,切削刃强度更高,可实现稳定加工。
使用无铅角钢刀片的优势②
切屑以直线方式排出,从而减少了对工件端面的刮伤。 刀片边缘的损坏趋于均匀,切削工具的寿命也相对较长。
带导角
使用含铅刀片的优点①
通常在不使用背夹头和简单地切断工件的情况下使用。
 在切割的情况下,导程角可以最大限度地减少产品工件端面的老板残留物。
在切割的情况下,导程角可以最大限度地减少产品工件端面的老板残留物。
使用含铅插件的优点②
在加工小直径的工件时,当工件咬合时,与切削刃的接触面积可以减少。 这减少了切削阻力和工件偏移。
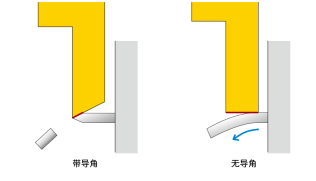
使用带导角的刀片的注意事项
由于导程角的原因,切屑不能直线射出,可能会损坏工件端面。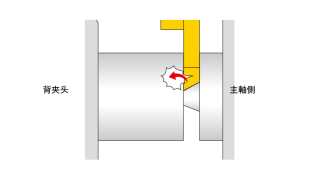
第4步:选取斜面宽度
最后,选择插件的对接宽度。
切削直径越大,切削负荷越高,因此切削宽度越大,以提高刀片强度。
推荐的切割宽度是材料直径的 “10%左右“。
摘要
在本专栏中,我们介绍了选择最适合的对接切割工具的一些关键点。
我们希望你在不确定选择对接切割工具时,能将此作为指南。
本文所述的程序只是一个指南。加工有困难的时候请自下述轻松地商谈。我会根据用户的情况提出建议。