
| 被削材分類 | 被削材 | 材質 | 切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
炭素鋼 合金鋼 |
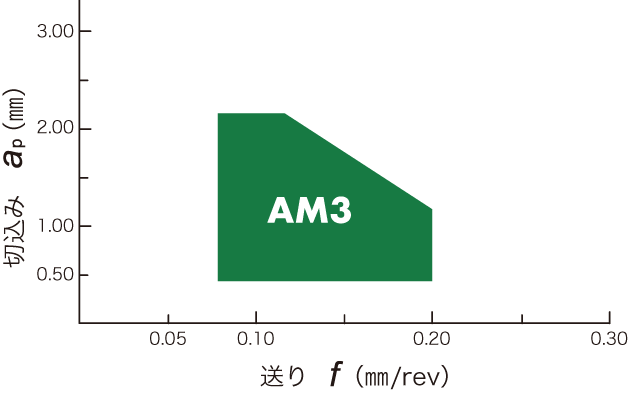
VM1 | 40 – 150 130 – 500 | 0.4 – 2.0 .016 – .080 | 0.05 – 0.2 .002 – .008 |
| ZM3 | 40 – 90 130 – 300 | ||||
 |
難削ステンレス 快削ステンレス |
VM1 | 40 – 90 130 – 300 | 0.4 – 2.0 .016 – .080 | 0.05 – 0.2 .002 – .008 |
| ZM3 | |||||
 |
非鉄金属 | ZM3 | 40 – 180 130 – 600 | 0.4 – 2.0 .016 – .080 | 0.05 – 0.2 .002 – .008 |
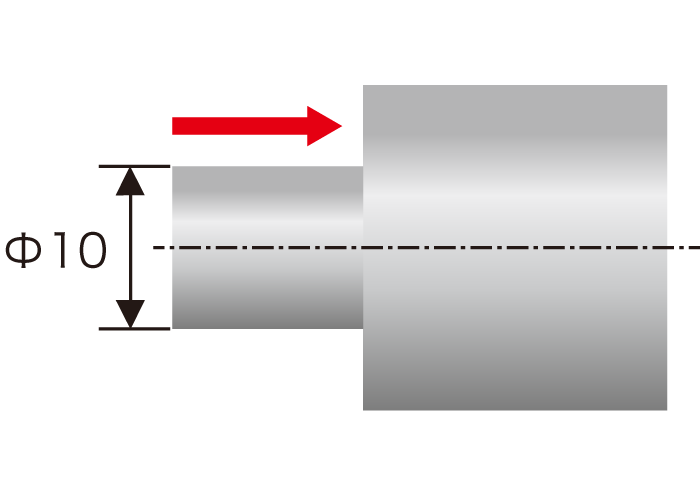
| 前挽き加工 | |
|---|---|
|
 |
|
|
|
|
|
|
 |
|
| 前挽き加工 | |
|---|---|
|
 |
|
|
|
|
|
|
| DT4 TFD11FR05AM3 |
1,500個/コーナ
|
| 従来工具 |
700個/コーナ
|