小物部品旋削加工用 | UC1 Y軸ホルダ + 高圧クーラント
純銅(C1100 / C1020)の自動旋盤加工 CNC旋盤加工
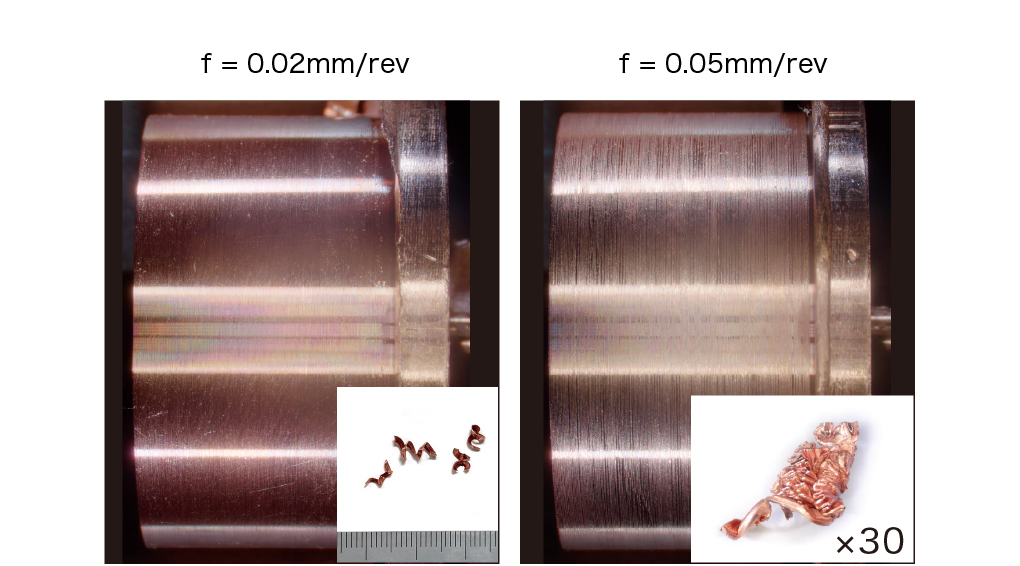
工具摩耗し易く、溶着による加工面悪化が問題となり低寿命となる為、耐摩耗性/耐溶着性に優れるダイヤコート超硬:UC1を推奨します。切屑厚みが薄くなる切削条件(低切込み/低送り)にすることで良好な加工面が得られます。
[切削条件] 被削材:C1100 vc= 80m/min ap=1.0mm 260 SFM ap=.040 WET
[使用工具] DCMT11T302FNAM3 DCMT32.508FNAM3 UC1
切屑が厚くなる切削条件(高切込みや高送り)であると、 切屑詰まりにより加工面が悪化します。
上記条件であれば、AM3ブレーカで切屑分断や制御が可能です。 更に、高切込み、高送りで加工されたい場合は切屑詰まりを抑制する必要がある為、CL/ZPブレーカを選定ください。
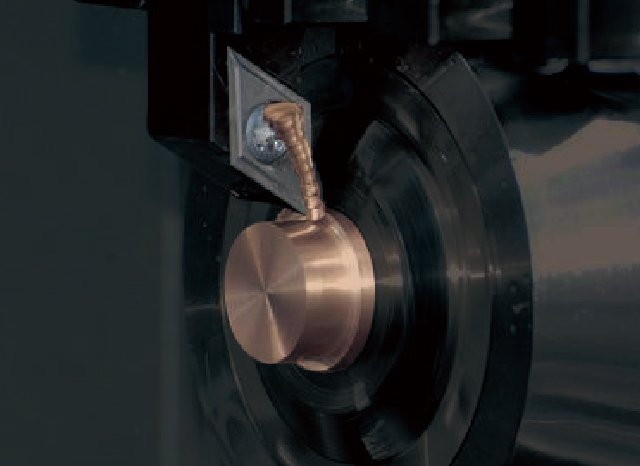
チップブレーカだけでは安定した切屑生成が困難である為、Y軸ホルダ + 高圧クーラントで切屑を制御することを推奨します。
良好な切屑を得られるまで、上記内容を参考に切削条件やブレーカ形状を選定ください。PVD超硬 : TM4よりも寿命を伸ばしたい場合はダイヤコート超硬 : UC1をご使用ください。
切屑を手前に排出するFG/F1ブレーカと内部給油で切屑トラブルを改善できます。
PVD超硬 : TM4よりも寿命を伸ばしたい場合はダイヤコート超硬 : UC1をご使用ください。
この製品の詳細については、オンライン電子カタログをご覧になるか、カタログ/製品レポートをダウンロードしてください。