| 被削材分類 | 被削材 | 材質 | 推奨突出し量 | 切削速度vc (m/min) (SFM) |
切込みap (mm) (inch) |
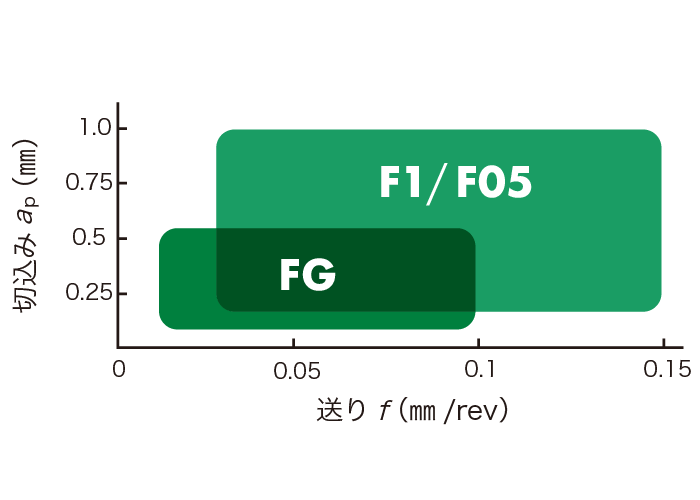
送りf (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
  |
炭素鋼 合金鋼 高硬度材 内径加工 内径後挽き加工 |
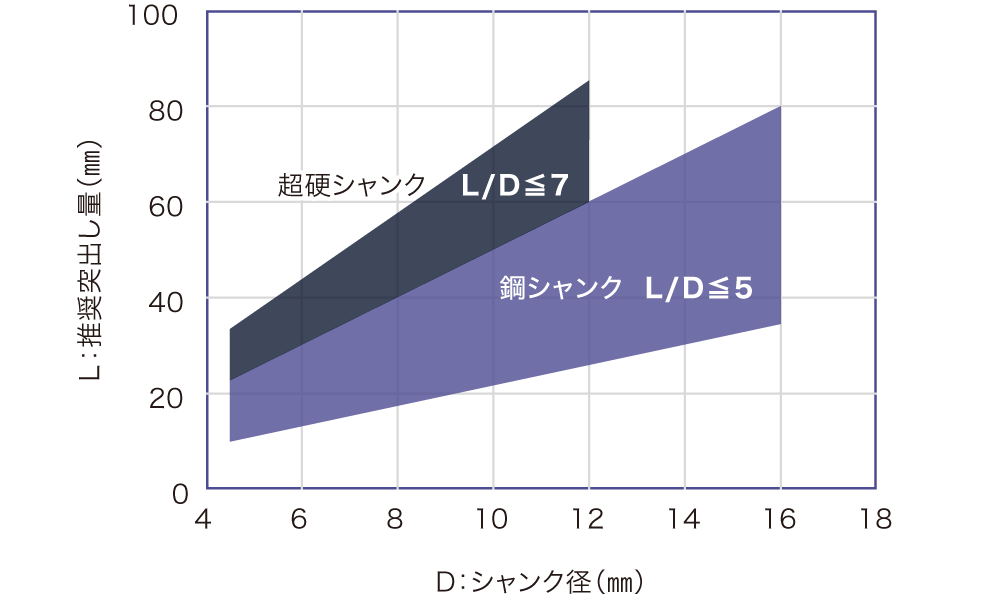
QM3 | 鋼シャンク ~5D 超硬シャンク ~7D |
50 – 150 160 – 500 | 0.1 – 1.0 .004 – .040 | 0.02 – 0.2 .0008 – .008 |
 |
難削材 内径加工 内径後挽き加工 |
DM4 DT4 |
30 – 70 100 – 230 | |||
| ステンレス 内径加工 内径後挽き加工 |
ST4 | 40 – 120 130 – 400 | ||||
 |
チタン合金 耐熱合金 内径加工 内径後挽き加工 |
DM4 DT4 |
30 – 70 100 – 230 | |||
 |
非鉄金属 アルミニウム プラスチック 汎用 内径加工 内径後挽き加工 |
TM4 ZM3 |
50 – 200 160 – 660 |
| バルブ加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| モーグルバー +TM4 FGブレーカ |
1,500個
|
| 他社品 |
700個
|
| スリーブ加工 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| モーグルバー +TM4 F1ブレーカ |
900個
|
| 従来品 |
500個
|