
MOGUL BAR내경 가공용| CNC자동선반용
내경 가공시 고민을 손쉽게 해결
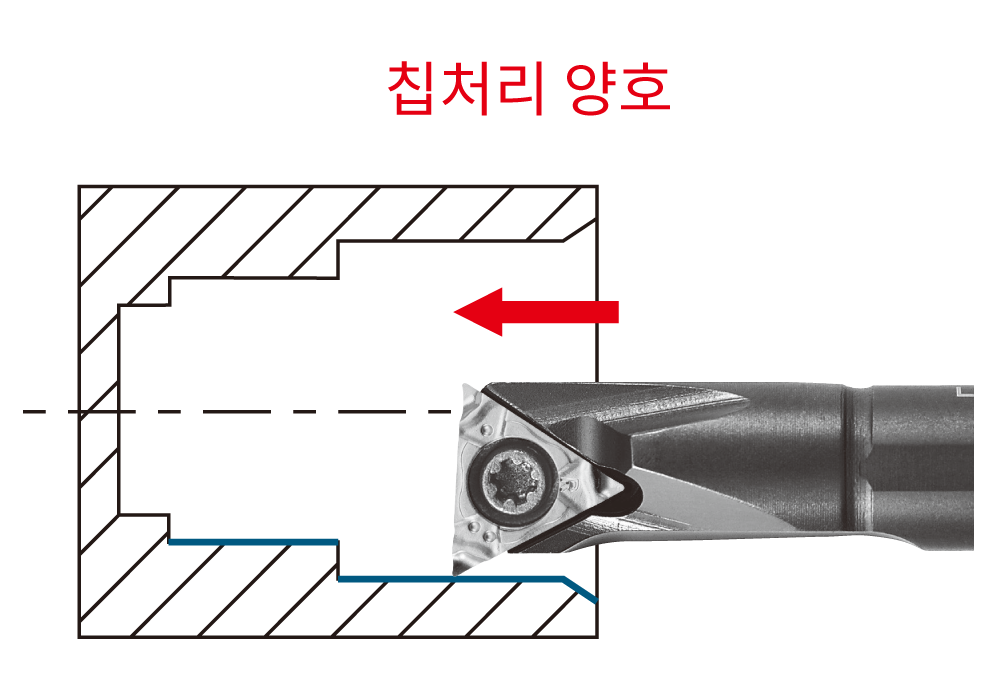
칩을 앞쪽으로 배출 가능한 고강성 보링바
칩을 앞쪽으로 배출하는 NTK만의 브레이커 조합으로 내경 가공의 다양한 문제 해결
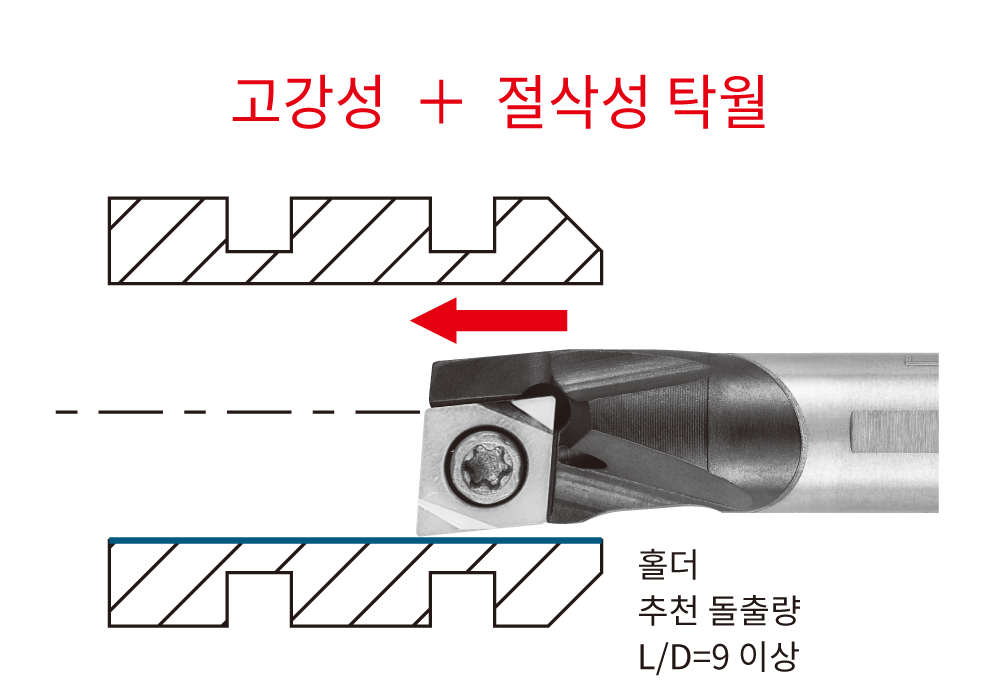
새로이 설계된 홀더 형상으로 강성이 대폭 향상됨
소개 동영상
성능
- 기존 보링바에 비해 홀더 강성이 대폭 향상되어 떨림을 방지
- 막힌 홀 가공에 최적인 「F1, F05, FG 브레이커」 브레이커 설정
칩을 앞쪽으로 배출시킴으로써 칩 막힘을 억제 - 내부 급유 가공에 대응하여 보다 원활한 칩 배출 지원
적용사례
CNC자동선반 내경가공
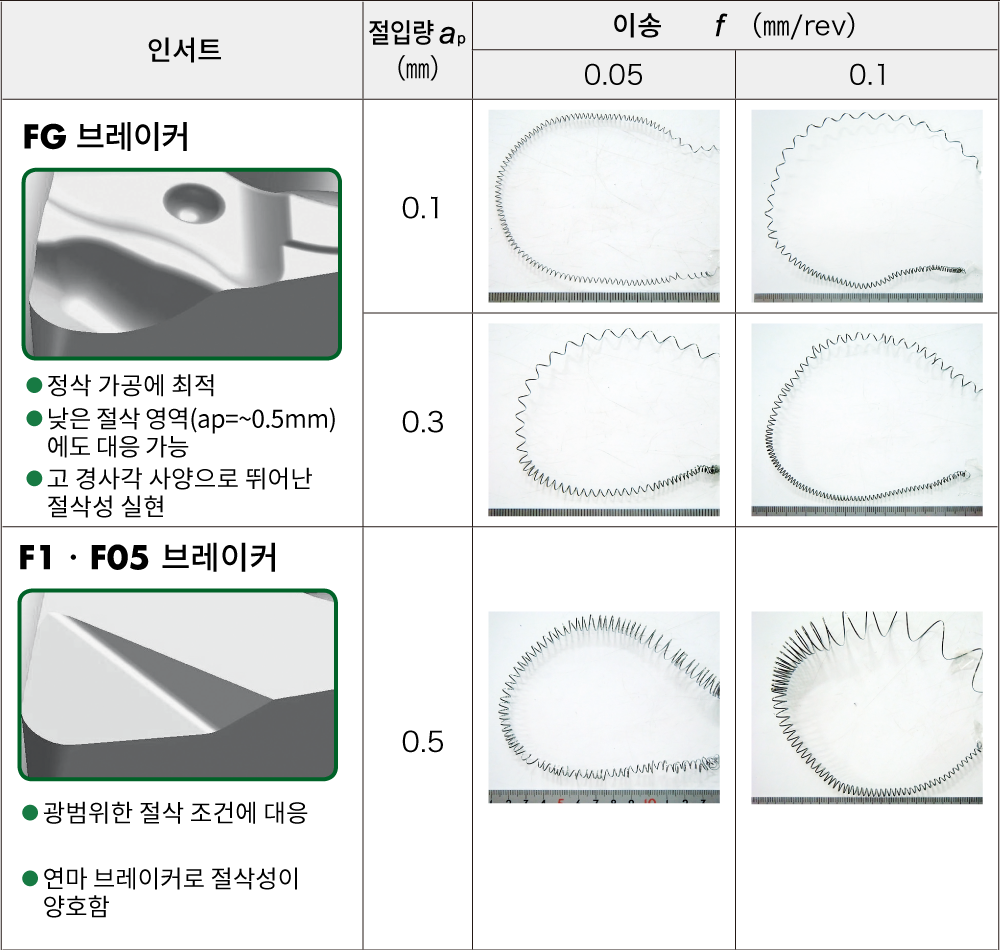
칩처리 범위
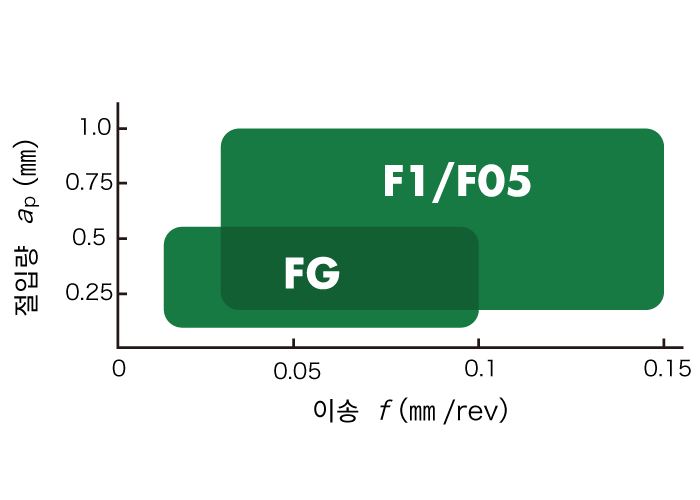
가공 조건
표 스크롤 →
| 코팅 재질 | 피삭재l | 가공방법 | 돌출량 | 절삭속도 (m/min) | 이송 (mm/rev) | 절입량 (mm) |
|---|---|---|---|---|---|---|
| ST4 | 스테인레스 | 내경가공 내경 백터닝 가공 |
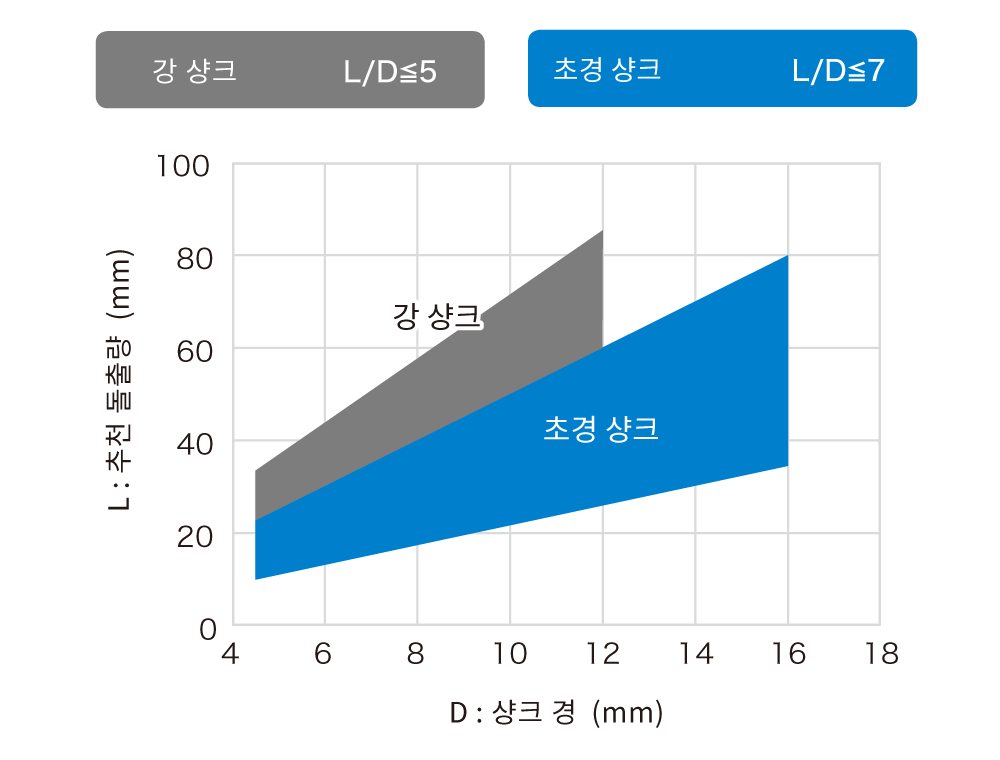
강 샹크 ~5D 초경 샹크 ~7D |
40 - 120 | 0.02 - 0.2 | 0.1 - 1.0 |
| QM3 | 합금강 / 탄소강 / 고경도재 | 50 - 150 | ||||
| DM4/DT4 | 난삭재 / 티타늄 합금 | 30 - 70 | ||||
| TM4/ZM3 | 비철 / 알루미늄 / 플라스틱 / 범용 | 50 - 200 |
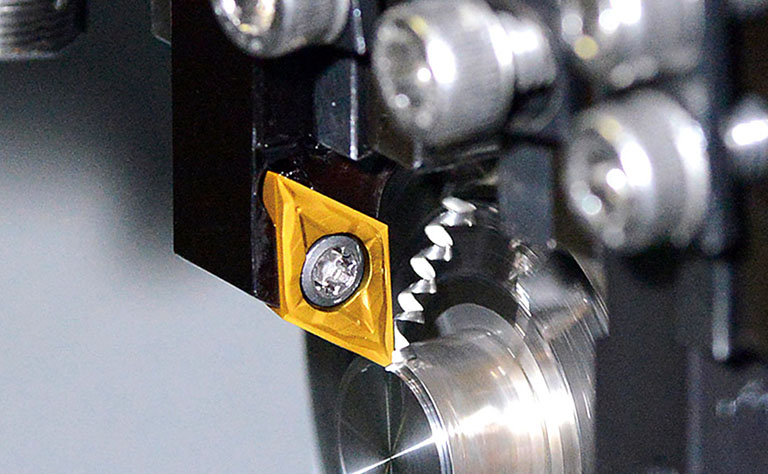
고강성
- [ 가공 조건 ]
- 피삭재 : 합금강・스테인레스강 vc = 80m/min f=0.05-0.1mm/rev ap=0.1-0.5mm WET
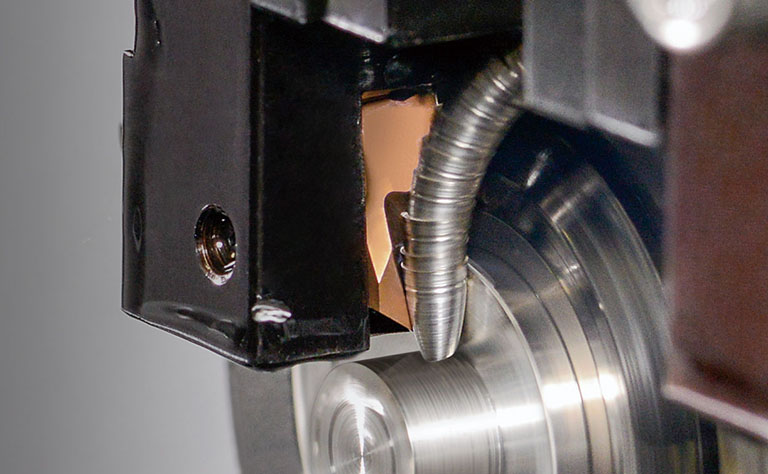
칩을 앞으로 배출
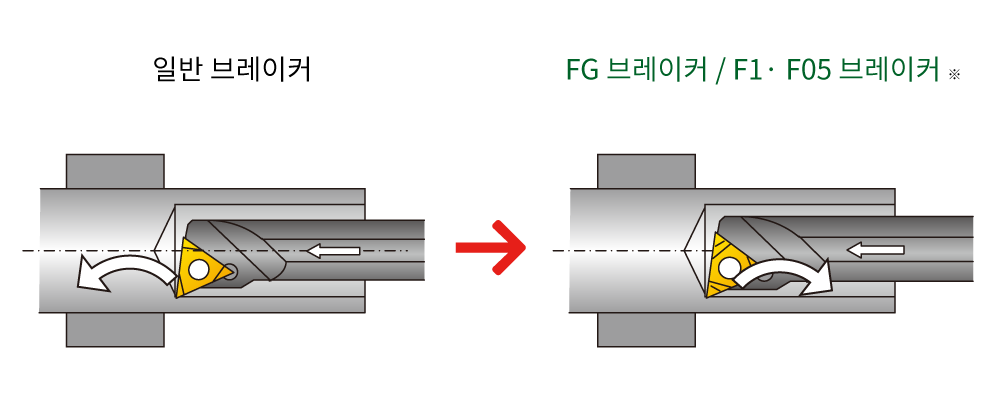
칩을 앞으로 배출하여 워크 내에 남기지 말 것!
※ 이 브레이커는 우승수 홀더에 우승수 인서트를 사용해 주십시오.
FG/F05/F1 브레이커의 특징
- [ 가공 조건 ]
- 피삭재 : SCM415 가공경 φ12 가공깊이 20mm vc = 80m/min WET(외부급유)
- [ 사용공구 ]
- 홀더 : 강 샹크 S10KSTUPR11D12-OH 인서트 : TPGH110304 Type
칩처리
표 스크롤 →
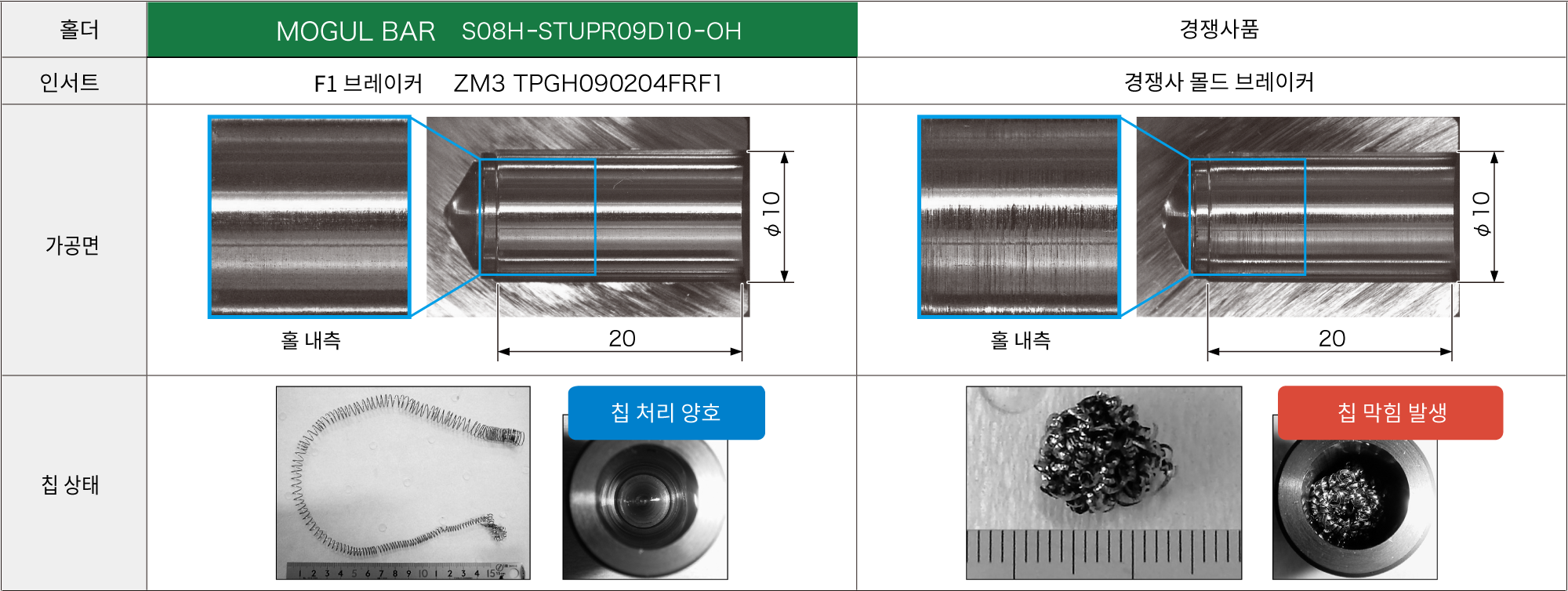
- [ 가공 조건 ]
- 피삭재 : SCM435 vc = 80m/min f = 0.05㎜/rev ap = 0.25㎜ 가공경 : φ10 외부급유 돌출량 : L/D = 4 가공깊이 : 20㎜
- [ 사용공구 ]
- 홀더 : S08H-STUPR09D10-OH 타입 사용(최소 가공경 : φ10) 샹크경 : φ8 인서트 : TPGH090204 Type
가공 사례
| 밸브 부품 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| MOGUL BAR +TM4 FGbreaker |
1,500 개 |
| 경쟁사품 | 700 개 |
경쟁사 제품에서는 칩 막힘에 의한 결손이 발생하여 수명이 안정되지 않았으나
모글바와 FG 브레이커의 콤비네이션에 의해 칩이 앞으로 배출되어 안정 가공이 되어
2.1배의 수명 개선이 가능하였다.
| 슬리브 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
|
|
| MOGUL BAR +TM4 F1breaker |
900 pcs |
| 기존 공구 | 500 개 |
돌출량 9D를 넘는 가공 때문에 경쟁사 제품에서는 큰 떨림이 발생하고 있었다.
고강성을 가지는 모글바와 절삭력이 뛰어난 F1 브레이커의 콤비네이션에 의해 떨림을 억제하는 것이 가능해져, 1.8배의 수명 개선을 달성했다.
라인업
라인업은 제품 카탈로그에서 확인해주십시오


Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab