
SHAPER DUO 소켓 홀 가공용| CNC자동선반용
소켓 홀 가공을 CNC 자동선반으로 가능
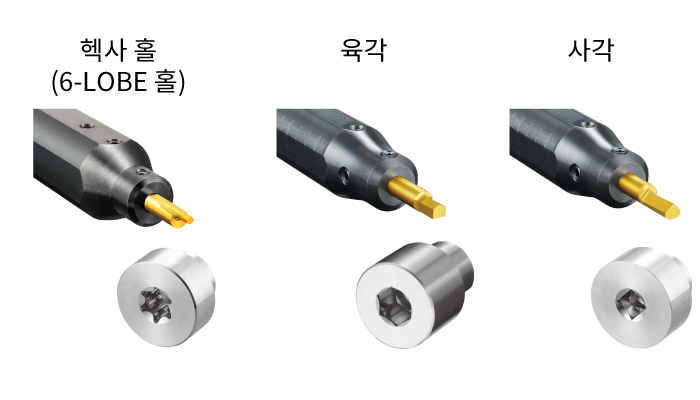
육각, 사각, 헥사 홀(6-LOBE 홀) 가공을 전용 설비 없이 가공 가능하여 저비용 실현
자동선반 배면 주축을 활용하여 폭넓은 소켓 홀 가공이 가능
소개 동영상
성능
- 사각 홀, 육각 홀, 헥사 홀(6-LOBE 홀) 가공에 대응
- 브로치 가공에 비해 절삭 저항이 낮고 강성이 약한 소경 워크 가공에 매우 적합
- 1개의 사이즈로 폭넓은 소켓 홀 치수 가공이 가능 특수품, 소량품 가공에 최적
적용사례
CNC자동선반 소켓 홀 가공
대응 가능한 소켓 홀 타입
육각홀,사각홀 가공 비교표
표 스크롤 →
| 절삭 저항 | 사이클 타임 | 유연성 | 비용 |
||
|---|---|---|---|---|---|
Shaper Duo |
◎ | △ * 오버랩 가공으로 해소 가능! |
○ | ◎ | 저항이 적어 특히 지름이 작은 부품 가공에 양호하며, 하나의 인서트로 다양한 사이즈의 소켓을 가공할 수 있습니다. |
| 브로치 | △ | ○ | ╳ | △ | 소켓 크기에 맞는 공구가 필요합니다 |
헥사(6-LOBE 홀) 가공 비교표
표 스크롤 →
| 절삭 저항 | 사이클 타임 | 비용 | 고속 스핀들 |
프로그래밍 |
||
|---|---|---|---|---|---|---|
Shaper Duo |
◎ | ◎ | ◎ | 불필요. | 간단 | 고속 스핀들 불필요 사이클 타임의 단축 |
| 엔드밀 | ○ | ╳ | △ | 필요 | 복잡 | 고속 스핀들 필요 작업 공정에 시간이 걸려 |
가공순서
표 스크롤 →
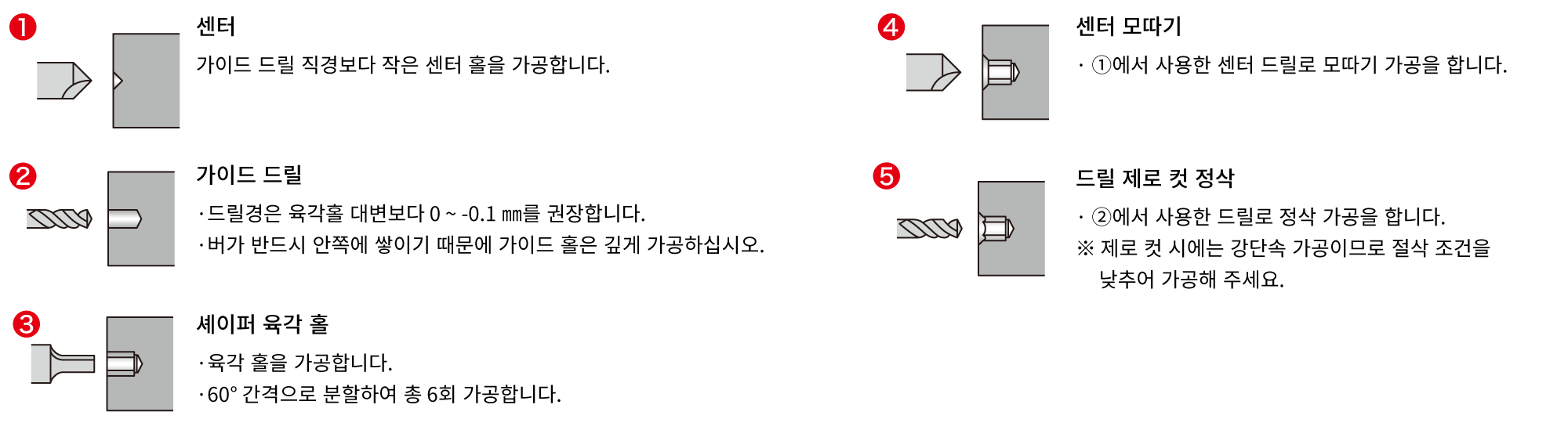
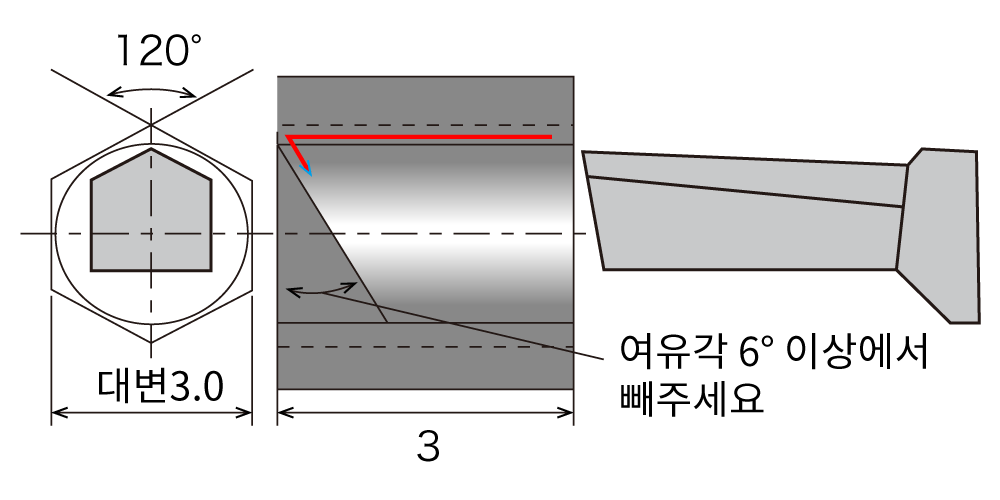
[ 권장 절삭 조건 ] 이송 속도 F4000~F1000(㎜/min) 절삭(지름) 0.05~0.01㎜ 황삭 0.025㎜ 로 절삭하고 정삭으로 0.005㎜ (1~2회) 절삭하면 깔끔하게 완성됩니다.
인서트 셋팅 방법
① 인서트 장착
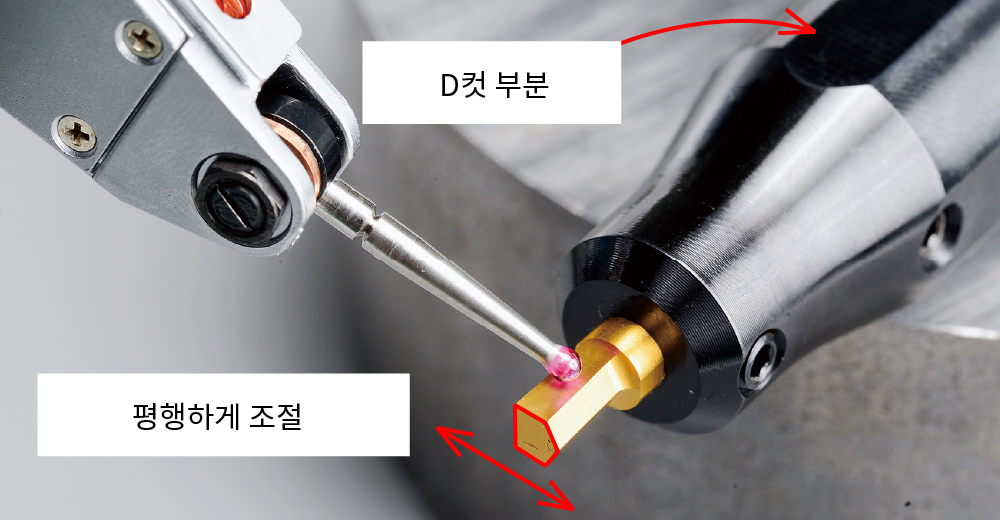
- 홀더의 D컷면과 인서트 측면이 평행이 되도록 합니다.
② 평행 확인
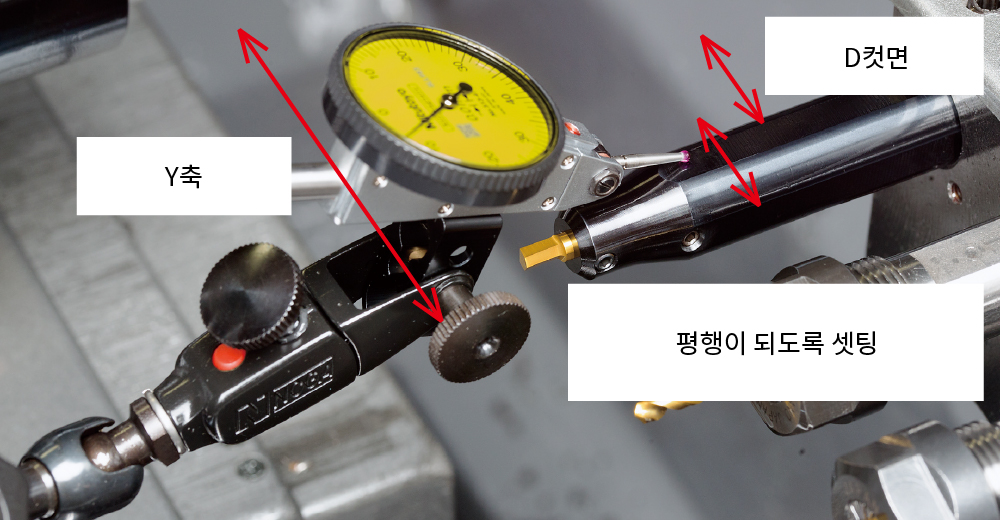
- D 컷 면이 X축 또는 Y 축에 대해 평행한지 확인해 주십시오.
- 홀더의 돌출량은 최소한으로 합니다.
③ 중심 높이 확인
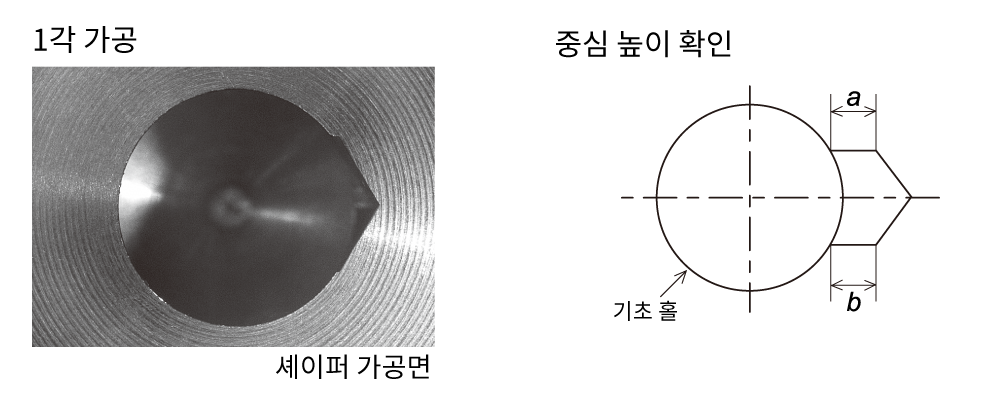
- " 1각만을 가공할 때 모따기 가공하지 않고 기초 홀보다 크게 가공합니다.
* 절삭량을 크게 하면 인서트 깨짐의 원인이 되므로 가공 패스 수를 늘려 주십시오. (권장: 0.025mm×5패스) 모따기 가공은 필요 없습니다. - 확대경 또는 비교 측정기를 사용해, [a]와 [b] 모두 길이를 측정합니다.
- 홀더를 회전시켜 [a]와 [b]의 중심 높이가 같은 정도가 될 때까지 조절합니다. ([a]와 [b]의 차이는 0.02mm이하를 기준으로 해 주십시오.
* 절입 횟수를 늘려도 단차가 보이는 경우는 다시 처음부터 시작해 주세요. 그 때 인서트와 슬리브가 올바르게 셋팅되어 있는지 확인해 주십시오."
④ 육각홀 전체 가공
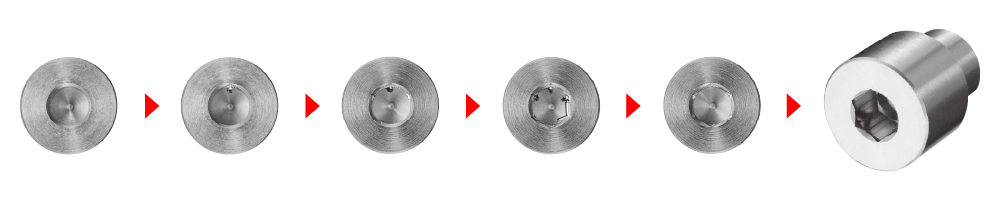
- 헥사 홀(6 LOLOBE홀) 가공은 육각홀용과 기본적으로는 동일
가공 사례
| 육각홀 가공 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| TM4 SSP030N1940H | 10,000 개 / 코너 |
| 경쟁사 초경 인서트 | |
경쟁사 제품은 육각 꼭지점이 금방 둥글어져 낮은 수명.
NTK품은 뛰어난 연마 기술과 TM4 코팅을 채용함으로써 하기의 효과를 얻을 수 있었다.
① 육각 정점이 긴 수명으로 핀 각을 유지. ②보정 횟수의 감소. ③ 양호한 가공면.
셰이퍼 가공 프로그램 예
가공 프로그램 예는 제품 카탈로그에서 확인해주십시오.
라인업
라인업은 제품 카탈로그에서 확인해주십시오



Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab