
SHAPER DUO Para el maquinados de cajas para toque en cabezas de tornillo | Tornos CNC suizos
Maquinado altamente productivo de cajas para torque
Maquinado de cajas hexagonales, cuadradas y hexalobulares sin sin utilizar equipo especial y el consecuente ahorro en costo
Utilizar las estaciones de herramientas de la parte trasera del torno suizo
Video del producto

Características
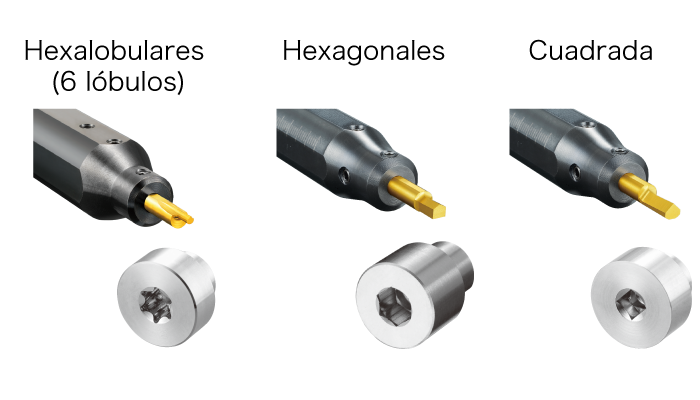
- Amplia selección de insertos para mecanizar una variedad de tamaños de cajas de formas hexagonales, cuadradas y hexalobulares (6 lóbulos)
- Las bajas fuerzas de corte hacen que esta herramienta sea ideal para mecanizar piezas de trabajo de pequeño diámetro
- Cada tamaño de inserto está especificado para maquinar una variedad de tamaños de cajas
Aplicación de herramientas
Característica del maquinado de caja en torno suizo CNC
Tipo de caja
Comparación entre procesos de caja hexagonal y cuadrada
Desplazar la tabla →
| Presión de la Herramienta | Tiempo del ciclo | Flexibilidad | Costo de la herramienta |
||
|---|---|---|---|---|---|
Shaper Duo |
◎ | △ * Puede ajustarse por operación sobrepuesta |
○ | ◎ | Menos presión de herramienta, especialmente para piezas de diámetro pequeño. Un inserto puede maquinar una variedad de tamaños de cajas |
| Brochado | △ | ○ | ╳ | △ | Se necesitará una herramienta específica para cada tamaño de caja |
Comparación de proceso de caja hexalobular (6 lóbulos)
Desplazar la tabla →
| Presión de la herramienta | Tiempo del ciclo | Costo de la herramienta | Husillo de alta velocidad |
Programa |
||
|---|---|---|---|---|---|---|
Shaper Duo |
◎ | ◎ | ◎ | No es necesario | Sencillo | Sin necesidad de un husillo de alta velocidad Tiempo de ciclo corto |
| Fresado vertical | ○ | ╳ | △ | Necesario | Complicado | Requiere husillo de velocidad ig Proceso que consume mucho tiempo |
Carta de proceso Shaper Duo (ejemplo hexagonal)
Desplazar la tabla →
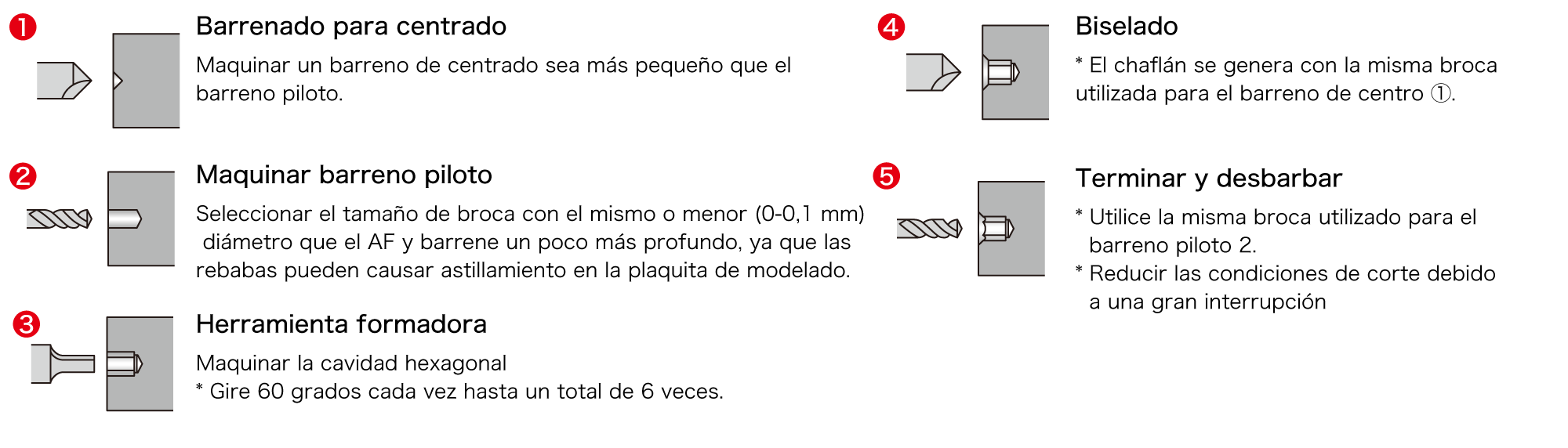
[ Condiciones de corte recomendadas ] avance de 1000 a 4000 mm / min DOC: Desbaste de 0.025 mm y Acabado de 0.005 mm (1 a 2 veces)
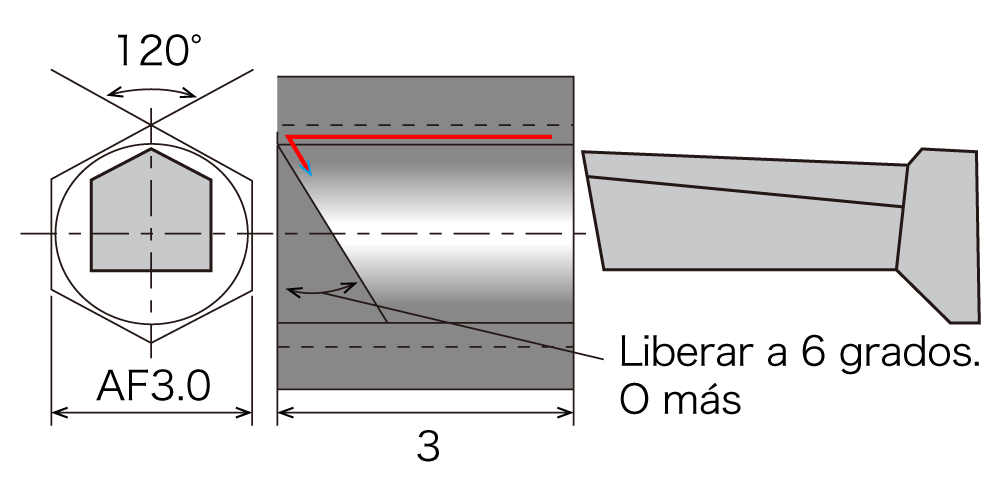
Instrucciones de montaje para Shaper Duo (ejemplo de hexágono)
① Montaje del inserto
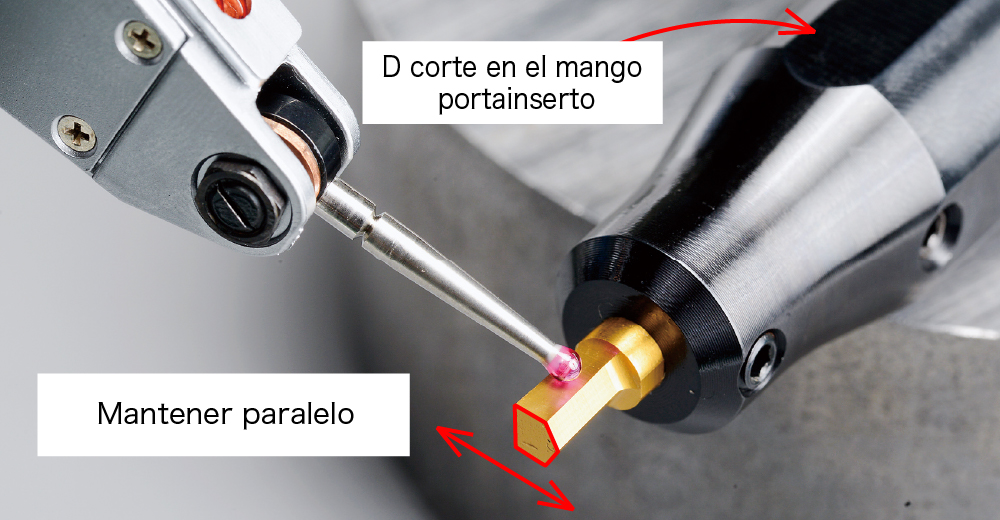
- Confirme que la superficie de corte en D del soporte del mango portainserto esté paralela a la barra de brochado (inserto) Minimizar el voladizo de la barra de brochado (inserto)
② Asegúrese de que el mango portainserto esté paralelo
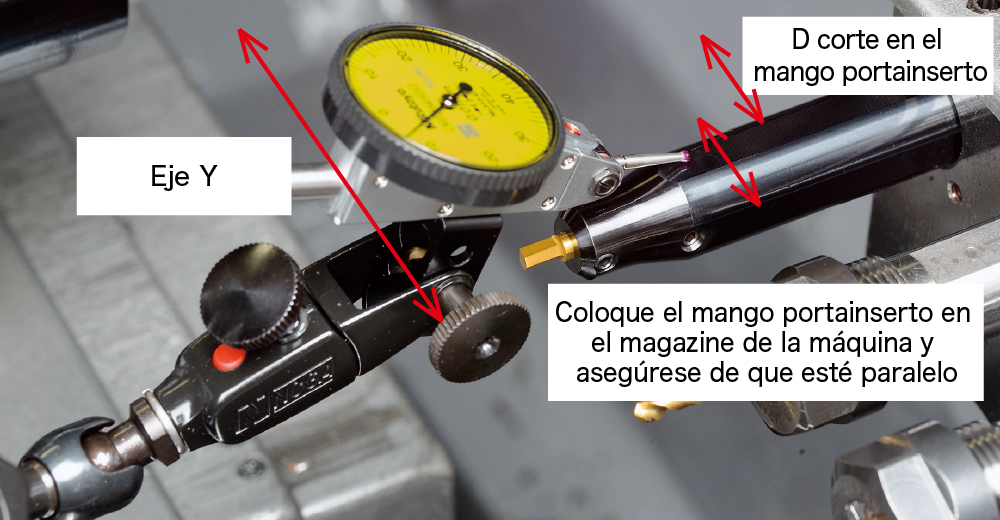
- Coloque el mango portainserto en el portaherramientas de la máquina y asegúrese de que el mango portainserto esté paralelo.
- Minimice el voladizo del ensamble
③ Confirmación de altura
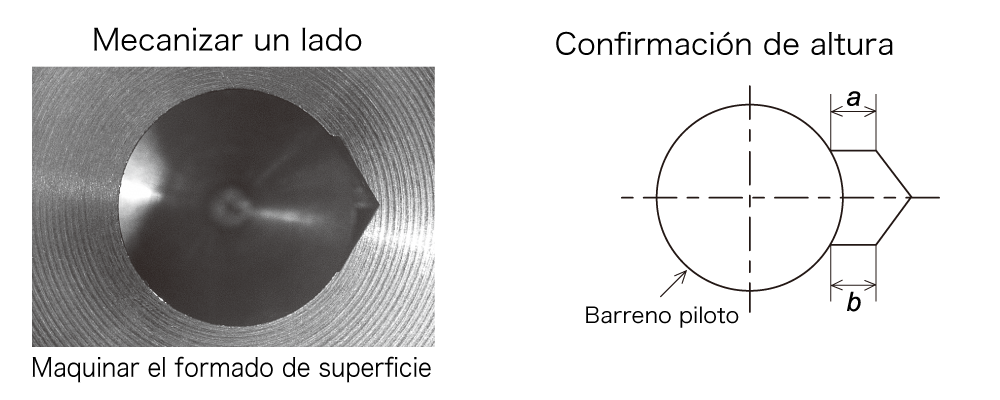
- Mecanizar un punto más grande que el orificio piloto sin bisel
*Si el inserto se astilla con una gran profundidad de corte, aumente el número de pasadas de mecanizado con profundidades de corte más pequeñas.
(Recomendado: 0,025 mm x 5 pasadas) No se requiere biselado. - Mida la longitud de [a] y [b] con un comparador o una lupa.
- Ajuste la altura de la línea central girando el mango portainserto hasta obtener la misma longitud para [a] y [b]. (la diferencia debe ser inferior a 0,02 mm)
* Si todavía se ve un paso incluso después de un mayor número de pases, reinicie el proceso de configuración. Asegúrese de que tanto el inserto como el mango portainserto estén instalados correctamente.
④ Observar el maquinado paso a paso del inetrior del hexágono
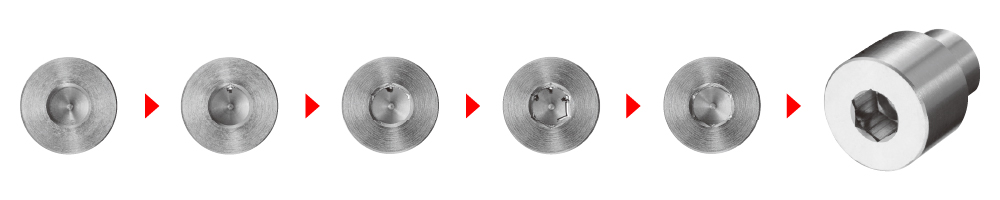
- Maquinado hexalobular (6 lóbulos) Básicamente igual que el maquinado hexagonal
Caso de estudio
| Maquinado de cajas hexagonales | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| TM4 SSP030N1940H | 10,000 pcs / esquina |
| Inserto de carburo de la competencia | |
El producto de la competencia se embota muy rápidamente, lo que reduce la vida útil de la herramienta.
El inserto de formado hexagonal NTK logró una mayor vida útil de la herramienta al mantener limpio el filo y la forma del inserto. Mejorando el tiempo y obteniendo excelentes acabados superficiales.
Ejemplos de código de programación de formado de caja
Ver ejemplos de código de programación de formador de caja
O consulte el catálogo de productos para ver los ejemplos de códigos de programación
Alineamiento de herramientas
Consulte el catálogo de productos para ver la línea de herramientas
Otros productos recomendados
-

Roscado por torbellinoPara mecanizado de roscas| Tornos CNC suizos
Maquinado de roscas de varios hilos altamente eficiente en una sola pasada
-

ZM3Grado versátil con excelente resistencia a la adherencia | Grado de carburo para tornos estilo suizo CNC
Calidad de más demanda par uso en tornos de tipo suizo CNC
-

CTP / CTPA con rompevirutas CXPara operaciones de tronzado de diámetros hasta φ16| Tornos CNC suizos
Virutas apretadas evitando que se enreden
-
Serie CSVIdeal para la fabricación de piezas pequeñas | Tornos suizos CNC y máquinas de estilo CAM
Ideal para la fabricación de piezas pequeñas
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab