

| Application | Application Flute | ⌀D (mm) (inch) | ap (mm) (inch) | ae (mm) (inch) | f (mm/t) (IPR) | vc (m/min) (SFM) | Coolant |
|---|---|---|---|---|---|---|---|
Side Milling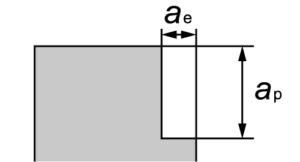 |
4/6/8 | 8 .315 | ≦4.0 ≦.157 | ≦0.8 ≦.031 | 0.03 .001 | 300 – 600 – 1000 980 – 1970 – 3280 | DRY |
| 10 3/8 | ≦5.0 ≦.187 | ≦1.0 ≦.037 | |||||
| 12 1/2 | ≦6.0 ≦.250 | ≦1.2 ≦.050 | |||||
| 16 5/8 | ≦8.0 ≦.313 | ≦1.6 ≦.063 | |||||
| 20 3/4 | ≦10.0 ≦.375 | ≦2.0 ≦.075 | |||||
Slotting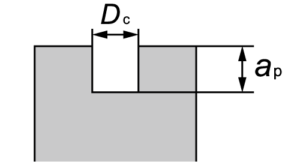 |
4 | 8 .315 | ≦2.0 ≦.079 | ― | 0.03 .001 | 300 – 600 – 1000 980 – 1970 – 3280 | DRY |
| 10 3/8 | ≦2.5 ≦.094 | ||||||
| 12 1/2 | ≦3.0 ≦.125 | ||||||
| 16 5/8 | ≦4.0 ≦.156 | ||||||
| 6/8 | 8 .315 | ≦1.2 ≦.047 | ― | 0.03 .001 | 300 – 600 – 1000 980 – 1970 – 3280 | DRY | |
| 10 3/8 | ≦1.5 ≦.056 | ||||||
| 12 1/2 | ≦1.8 ≦.075 | ||||||
| 16 5/8 | ≦2.4 ≦.094 | ||||||
| 20 3/4 | ≦2.9 ≦.118 |