
| ISO | Work material | Grade | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|
 |
Carbon steel Alloy steel |
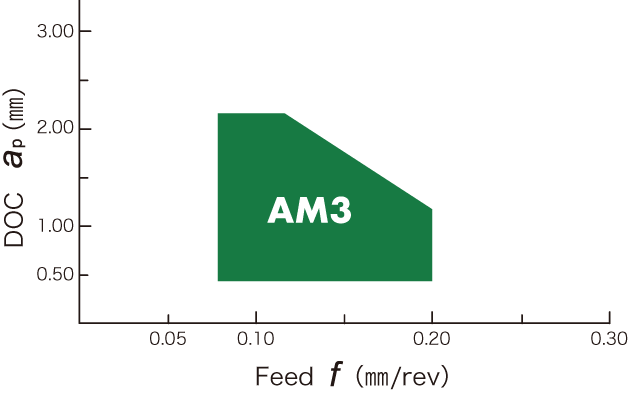
VM1 | 40 – 150 130 – 500 | 0.4 – 2.0 .016 – .080 | 0.05 – 0.2 .002 – .008 |
| ZM3 | 40 – 90 130 – 300 | ||||
 |
Difficult-to-cut Free-cutting stainless steel |
VM1 | 40 – 90 130 – 300 | 0.4 – 2.0 .016 – .080 | 0.05 – 0.2 .002 – .008 |
| ZM3 | |||||
 |
Non-ferrous metal | ZM3 | 40 – 180 130 – 600 | 0.4 – 2.0 .016 – .080 | 0.05 – 0.2 .002 – .008 |
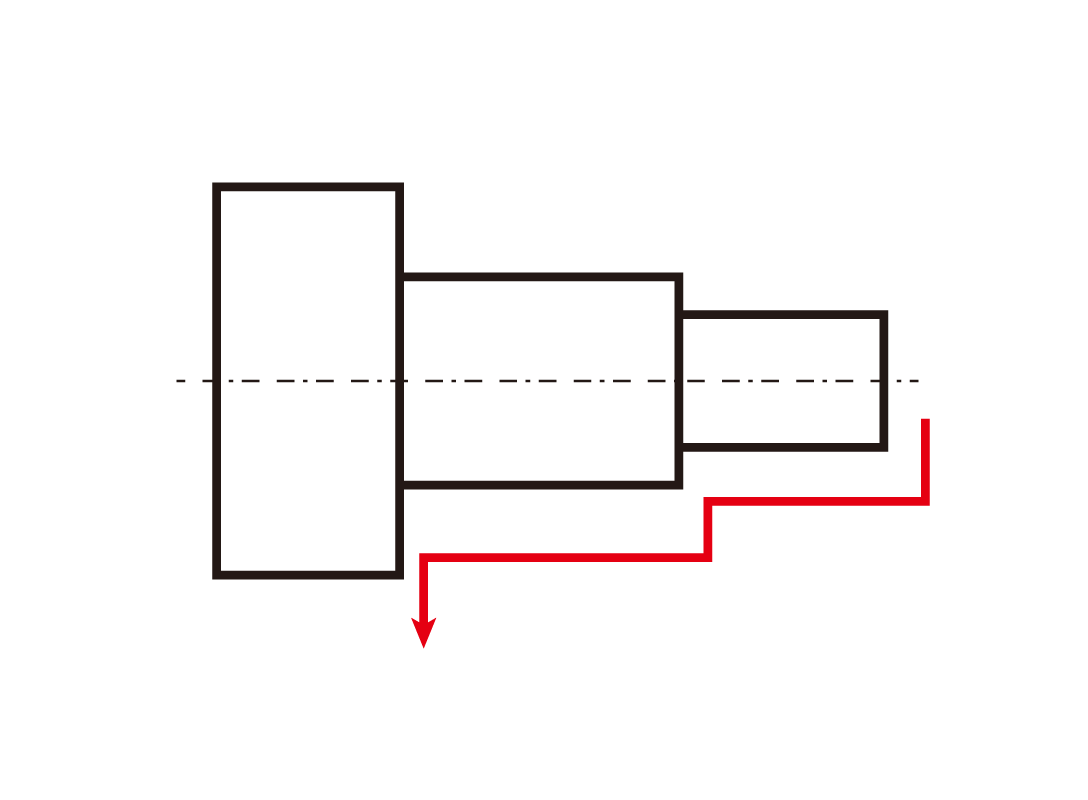
| Front turning | |
|---|---|
|
 |
|
|
|
|
|
|
 |
|
| Front turning | |
|---|---|
|
 |
|
|
|
|
|
|
| DT4 TFD11FR05AM3 |
1,500 pcs / corner
|
| Conventional tool |
700 pcs / corner
|