Roughing to finishing continuous cut operations
Ideal for hardened materials of HRC 55 or higher
Features
Excellent wear resistance due to optimum CBN content and special TiC binders
Continuous to light interrupted machining
B5K – coated CBN grade:
Ideal for machining the hardened material layer and the inner lower hardened layer. A special hard TiCN layer prevents a chemical reaction between the CBN and the iron in the work piece during material removal. B52 – uncoated CBN grade:
Ideal for machining the hardened material layer.
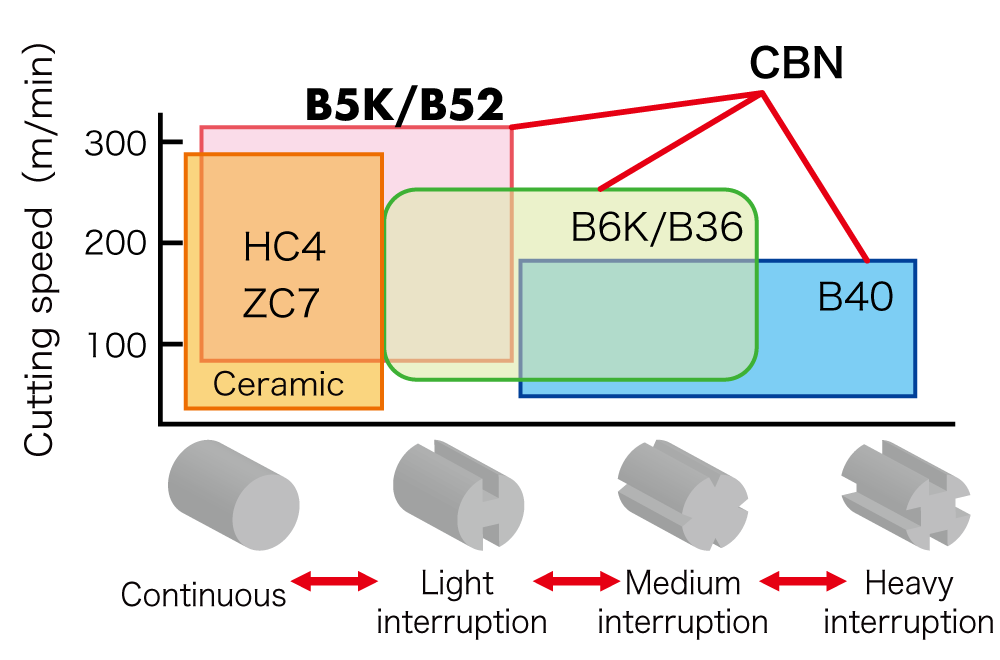
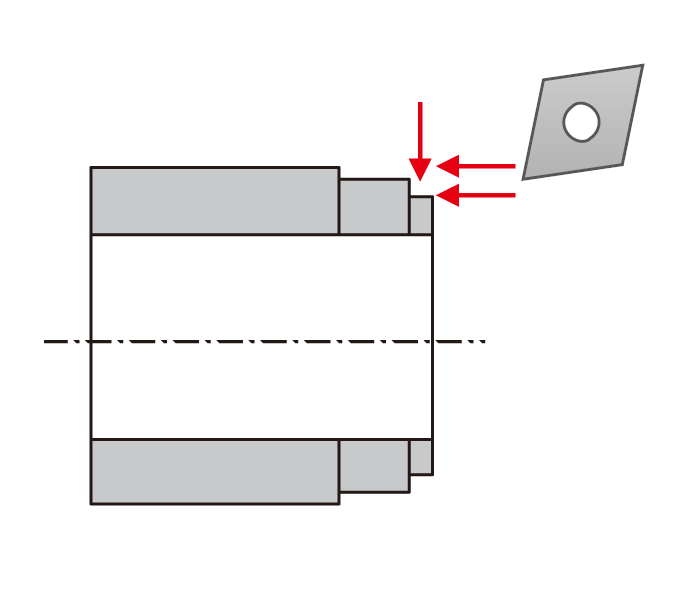
Tooling application
Continuous operations for hardened material at HRC55 or above
Grade application chart
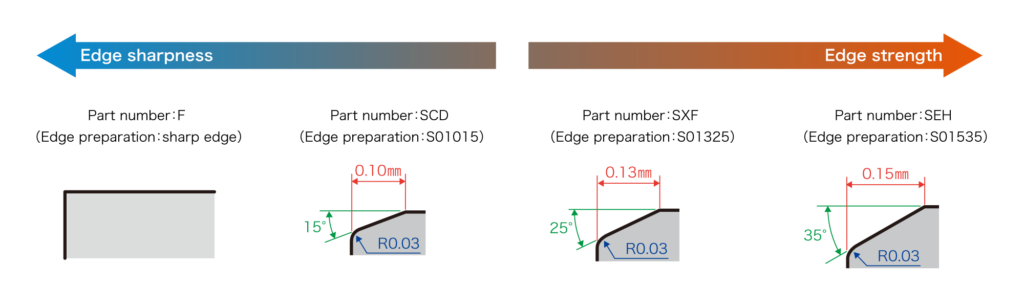
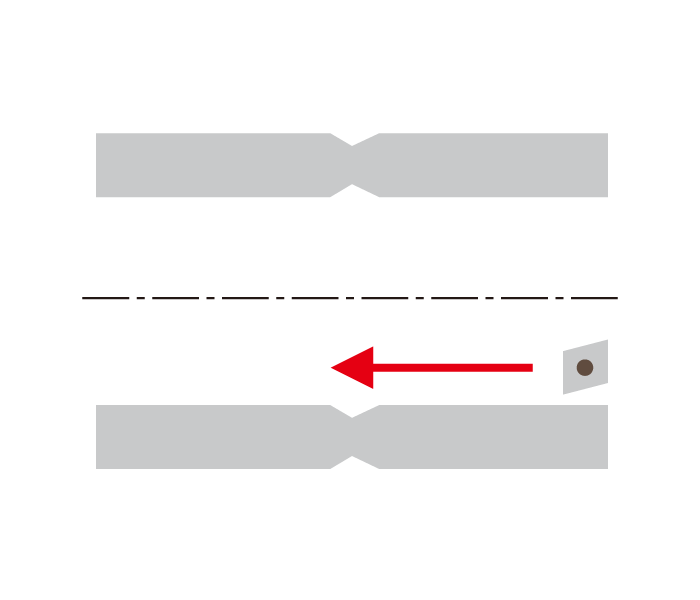
Edge preparations
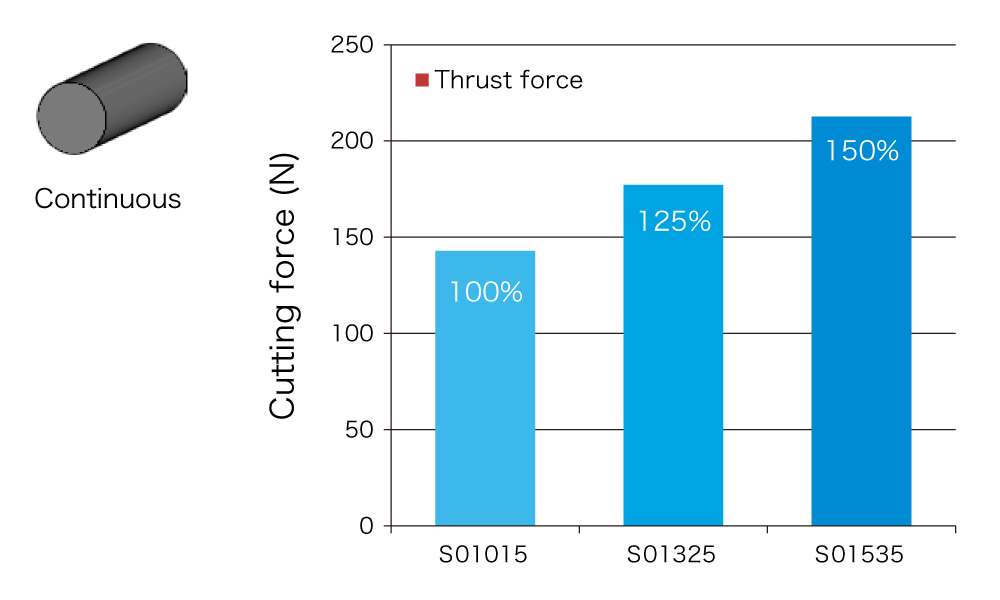
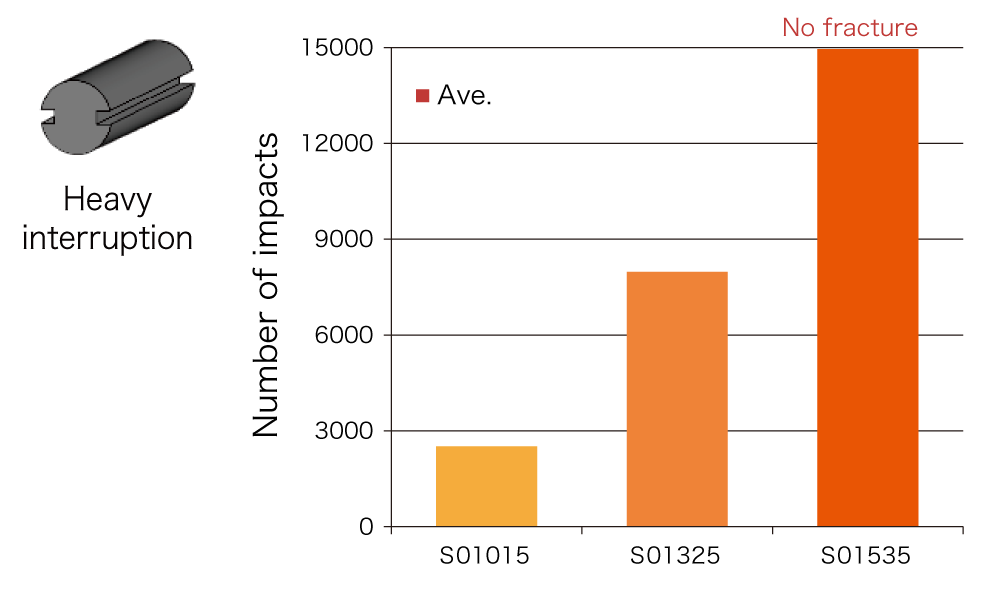
Performance comparison by edge preparation
As the edge preparation increases the tool pressure on the insert increases.
ZC7 achieved longer tool life per corner and significantly reduced tool costs with 4 corners compared to the competitor’s 2 corner CBN.
ID boing of automotive parts
Material :
Carbon steel(HRC56-58)
Cutting speed :
190 m/min630 SFM
Feed :
0.05 mm/rev.002 IPR
DOC :
0.25 mm.010 inch
Coolant :
WET
B52
240 pcs / corner
Competitor’s coated CBN
200 pcs / corner
ZC7 machined the same number of parts as the competitor’s CBN. ZC7 performance was much more stable and significantly reduced tool costs for the customer.
Related News
For more information about this product, visit our online e-catalog, or download the catalog/product report