| ISO | Material | Coolant | Grade | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
Aluminum alloy (SI≦13) |
WET | PD1 | 900 – 3000 – 5000 3000 – 10000 – 17000 | ~ 6.35 ~ .250 | 0.05 – 0.12 – 0.20 .0020 – .0047 – .0079 |
| Aluminum alloy (Si≧13) |
WET | 300 – 600 – 900 1000 – 2000 – 3000 |
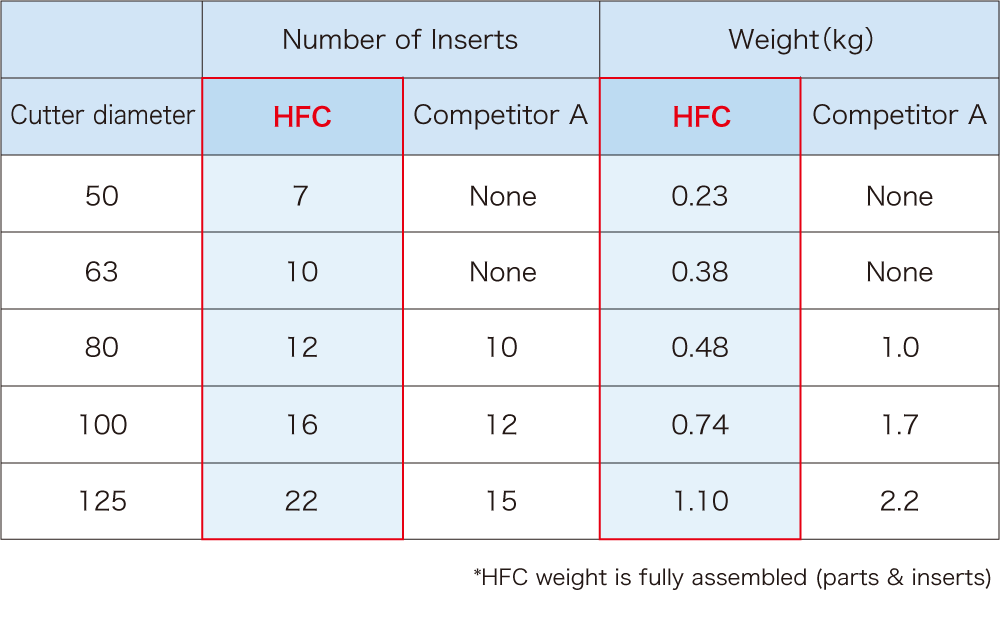
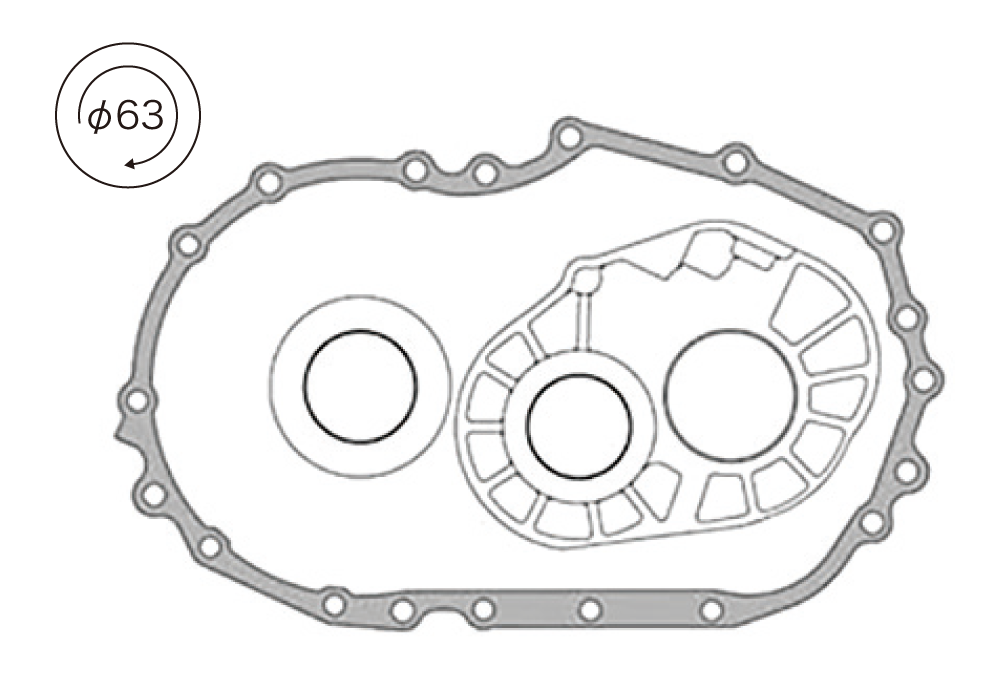
| Transmission case ( ⌀63 ⌀2.48” , 10 edges, WET) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| HFC |
10,000 mm/min
400 IPM
|
| Competitor’s PCD cutter |
7,920 mm/min
310 IPM
|