
 排屑槽用於切斷加工 可對應最大切斷直徑φ16| CNC走心車床
排屑槽用於切斷加工 可對應最大切斷直徑φ16| CNC走心車床
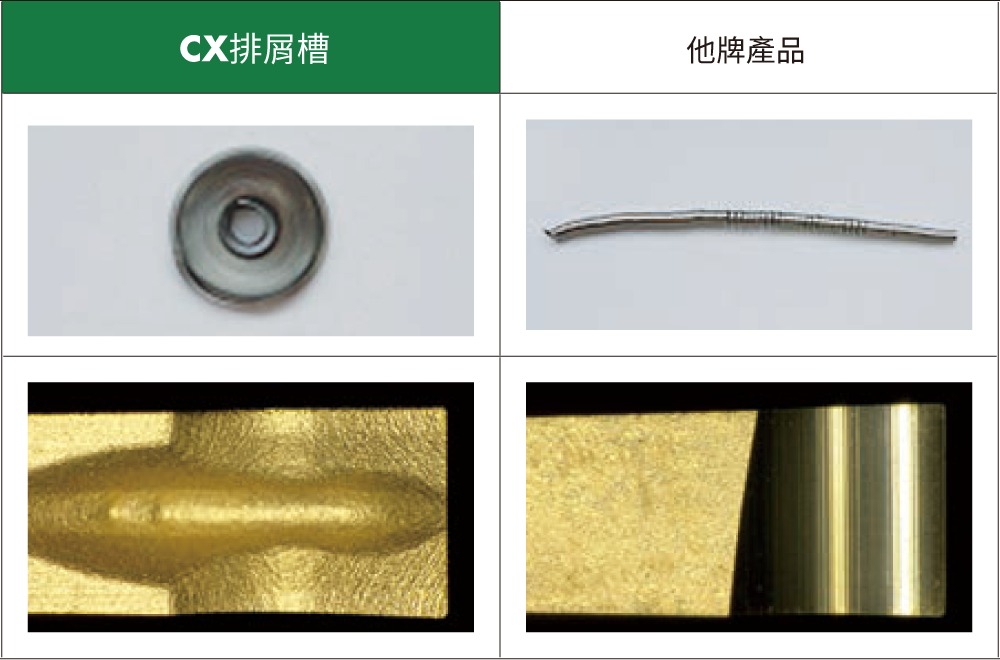
使切屑捲曲半徑較小,防止纏屑
24小時不停機
使用新壓模排屑槽,捲屑半徑小,防止纏屑
切屑沿著排屑槽前刀片排出,有效防止因排屑問題而造成的加工面損傷
介紹動畫

性能
- NTK最暢銷的CTP系列新增加壓模排屑槽產品
- 獨立開發的CX排屑槽擁有優秀的切屑處理能力,切屑排出性能強
- 巧妙的排屑槽設計,將切屑由兩端向內彎折後以層疊的方式捲曲。防止加工面受到損傷
適用場合
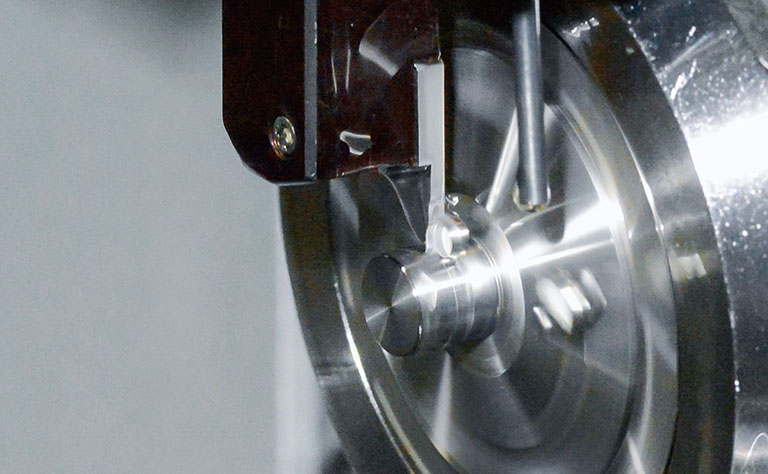
CNC走心車床 切斷加工
和既有產品的性能比較
加工條件
Scroll the table →
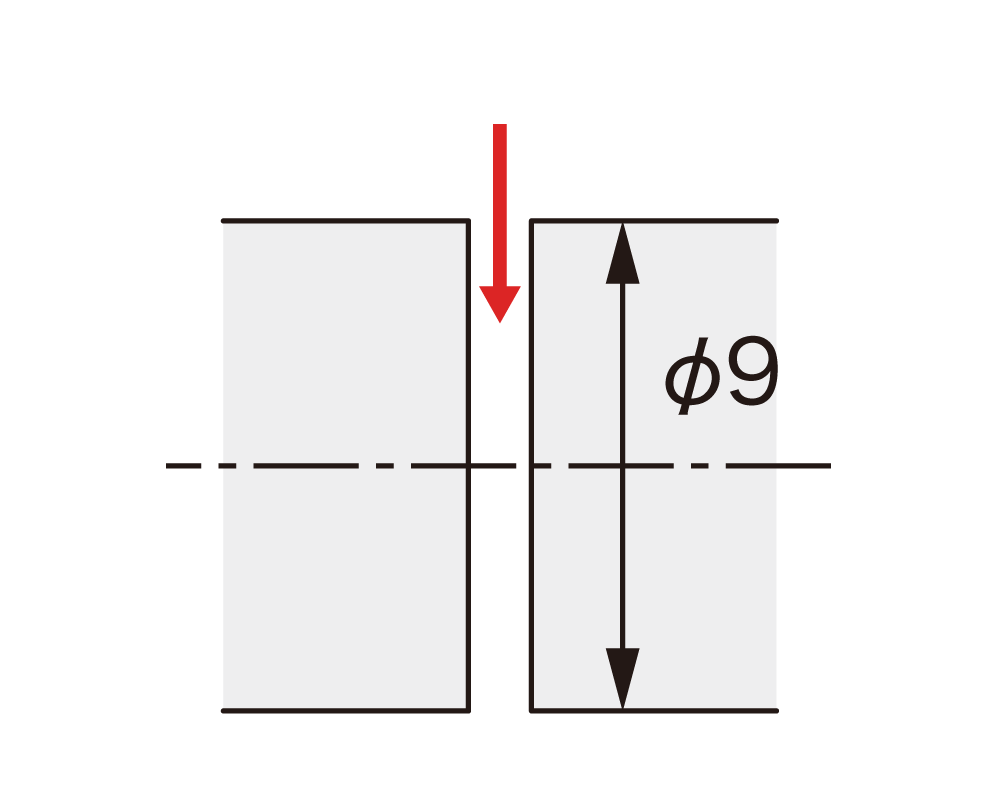
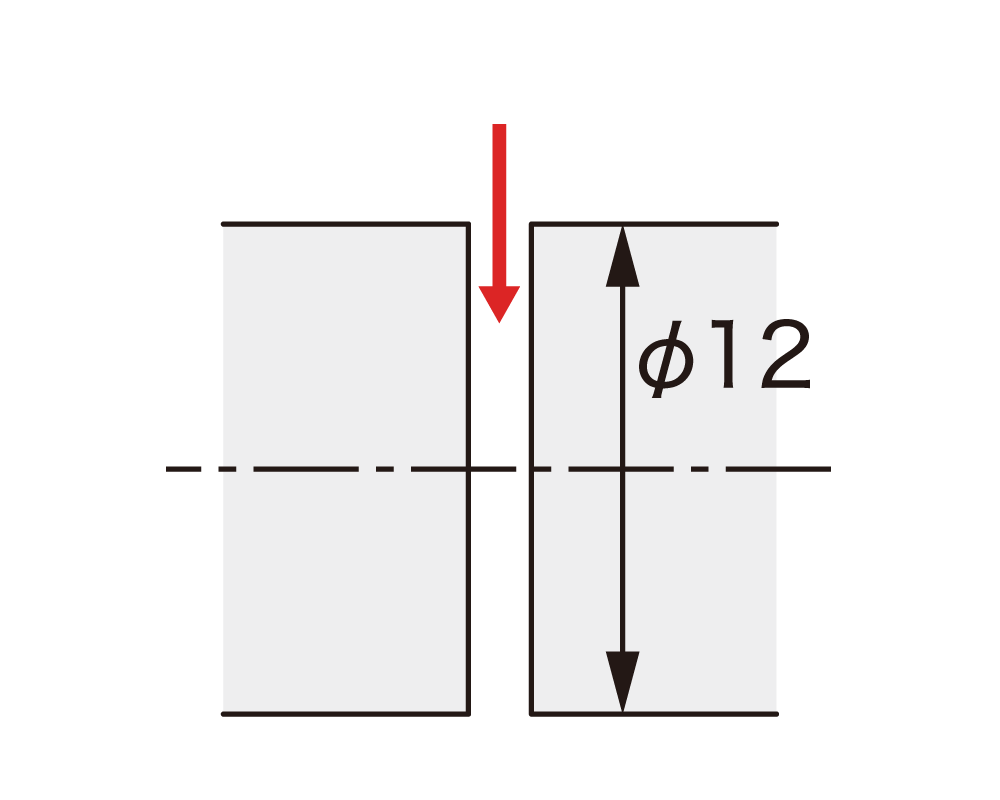
| 最大切斷直徑 | ||||||
| 塗層材質 | 被切削材料 | 加工方法 | 切削速度 (m/min) | 進給 (mm/rev) | CTP型 | CTPA型 |
|---|---|---|---|---|---|---|
| ST4 | 不鏽鋼 | Cut off | 40 - 100 | 0.02 - 0.06 | φ12 | φ16 |
| DM4 | 難切削材料 / 鈦合金 |
50 - 70 | ||||
| 合金鋼/碳化鋼/高硬度材料 / 通用 | 50 - 90 | |||||
切削性能
Scroll the table →

- [ 加工條件 ]
- 被切削材料 : SUS304 φ8 vc = 80m/min WET
- [ 使用工具 ]
- 刀桿 : CTPR12 刀片 : DM4CTP15FRN-CX
加工案例
| 軸 | |
|---|---|
|
 |
|
|
|
|
|
|
| CX排屑槽 DM4 CTPA15FRN-CX | 5,000個/刃 |
| 他牌研磨排屑槽 | 2,000個/刃 |
使用既有研磨排屑槽產品,容易發生因切屑問題而造成加工面損傷。
CX排屑槽沒有加工面損傷的問題,達到高加工壽命的穩定加工表現。
| 套筒 | |
|---|---|
|
 |
|
|
|
|
|
|
| CX排屑槽
ST4 CTP15FLN-CX |
3,500個/刃 |
| 他牌壓模排屑槽 (PVD塗層鎢鋼) |
2,000個/刃 |
使用CX排屑槽不會發生因排解異常的暫時停機,達到穩定加工。
與強化不鏽鋼加工性能的ST4材質搭配使用,加工壽命延長至他牌的1.5倍。
產品陣容
請參照產品目錄,查閱產品陣容



Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab