耐热合金精加工 | BIDEMICS
精加工 耐热合金精加工车削操作
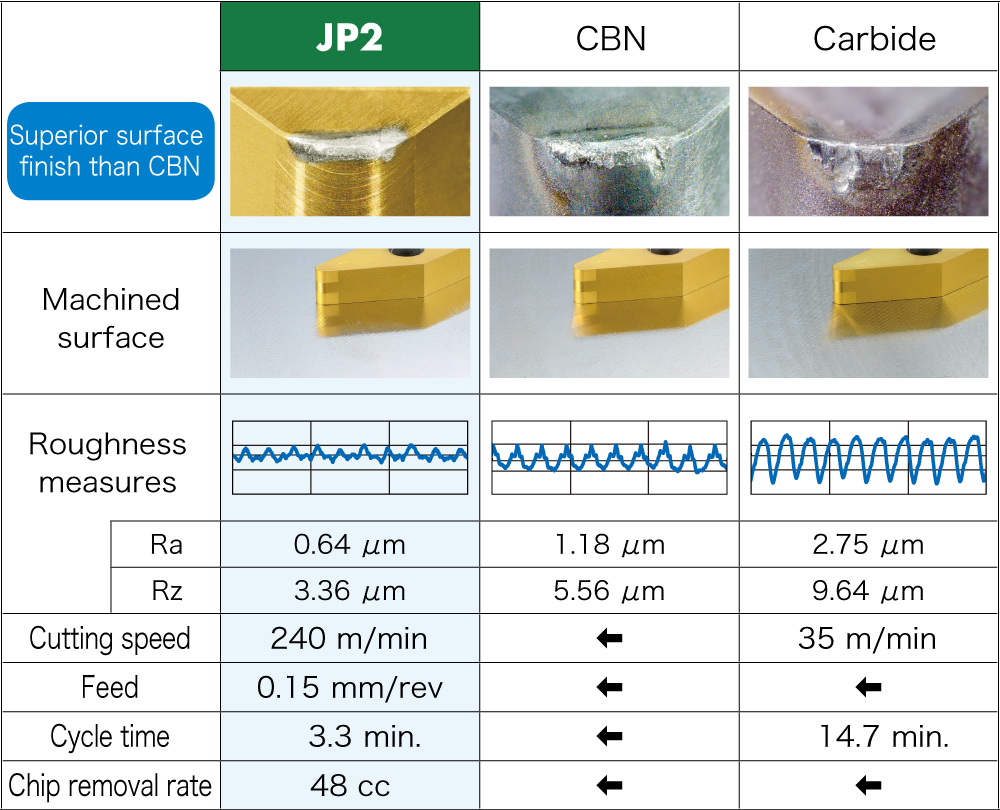
JP2 具有出色的耐磨性和抗缺口能力,因此工件表面光洁度始终优于 CBN 和硬质合金。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告