用于加工铝制零件的铣刀 | PCD 刀片
铣削铝材
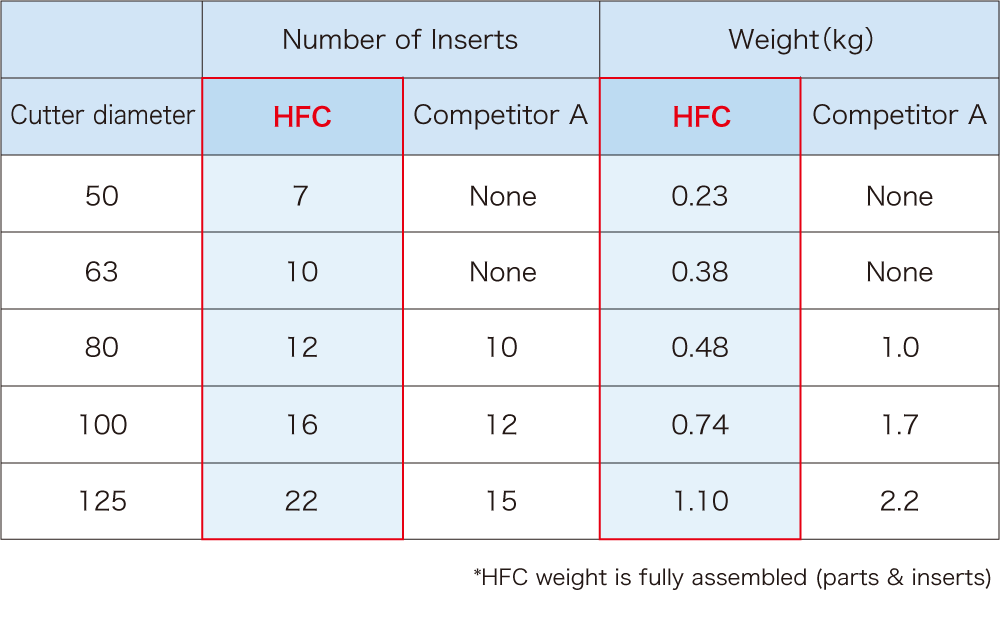
HFC 刀盘的重量仅为市场上其他产品的一半 125mm 4.921” 刀盘 + BT30 心轴* 的重量 2kg 4.4 lbs 或更轻。在这样的重量下, 125mm 4.921” 刀盘甚至可以在紧凑型机器上使用!* 使用 BT30-FMNA25.4-40 ( 0.7kg 1.54 lbs )
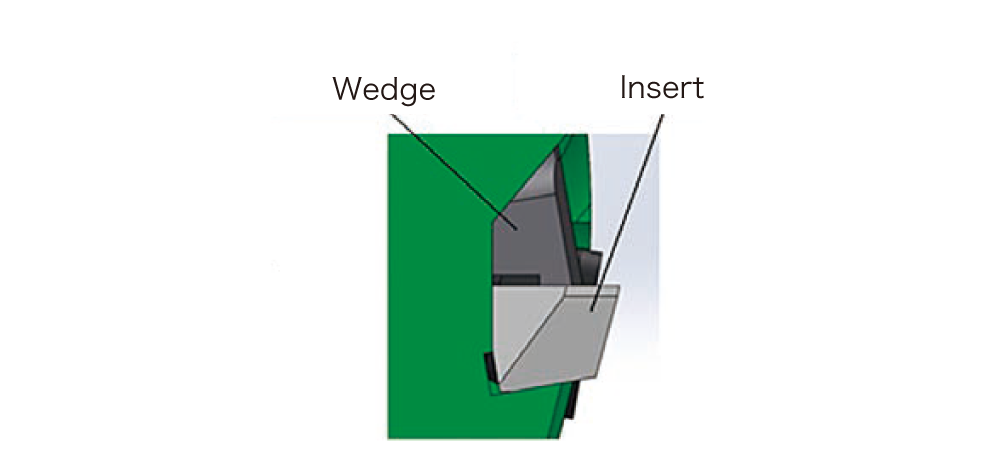
独特的口袋设计采用楔形和离心力,有助于防止内芯滑出。
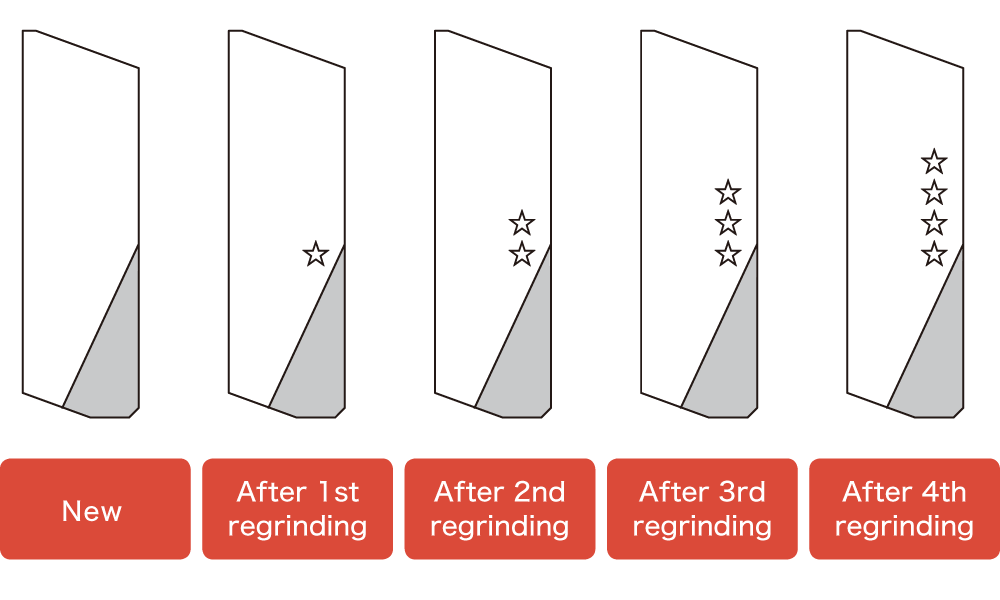
*每个刀片的重磨次数可能会有所不同,具体取决于切削刃损伤评估结果。
过程
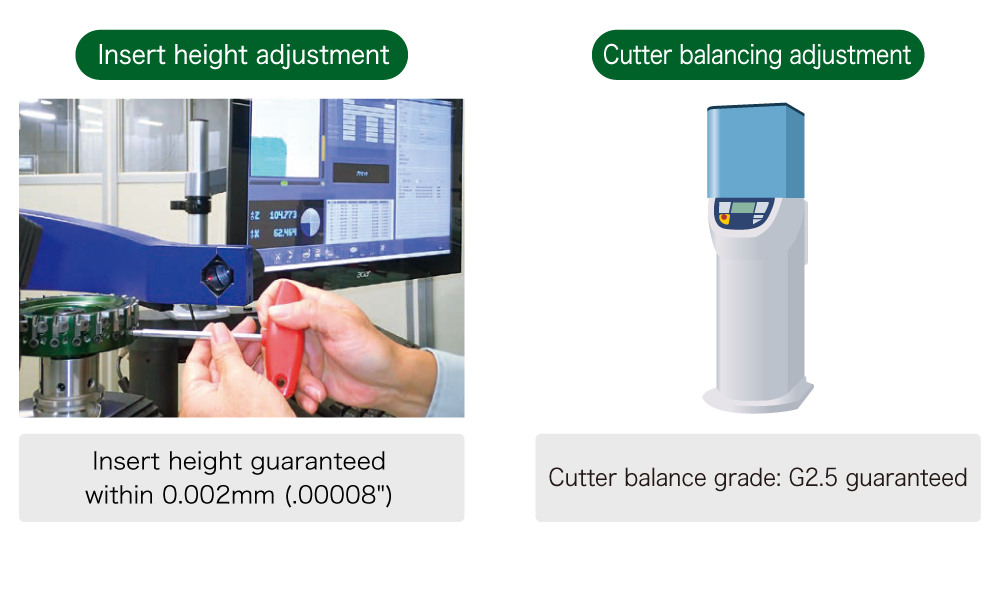
1.松开轴向调节螺钉2.安装插件(用手轻轻拧紧)3.清洁刀片4.调整刀片高度(初始设置)5. 拧紧楔形固定螺钉(用力拧紧)6.刀片高度的最终调整
HFC 切割机的生产率是竞争对手 PCD 切割机的 1.3 倍。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告