
 ChipbreakerFor External turning | Vibration / Oscillation & Conventional cutting Dual-Purpose Chipbreaker
ChipbreakerFor External turning | Vibration / Oscillation & Conventional cutting Dual-Purpose Chipbreaker
Vibration / Oscillation cutting × Conventional cutting
Reliably long tool life and stable chip evacuation during vibration cutting
The development of a cutting tool that delivers maximum performance during vibration cutting utilization.
NTK provides the best choice and eliminates the guess work of selecting a tool.
Performance
- Wiper insert has been added to the lineup for broader use
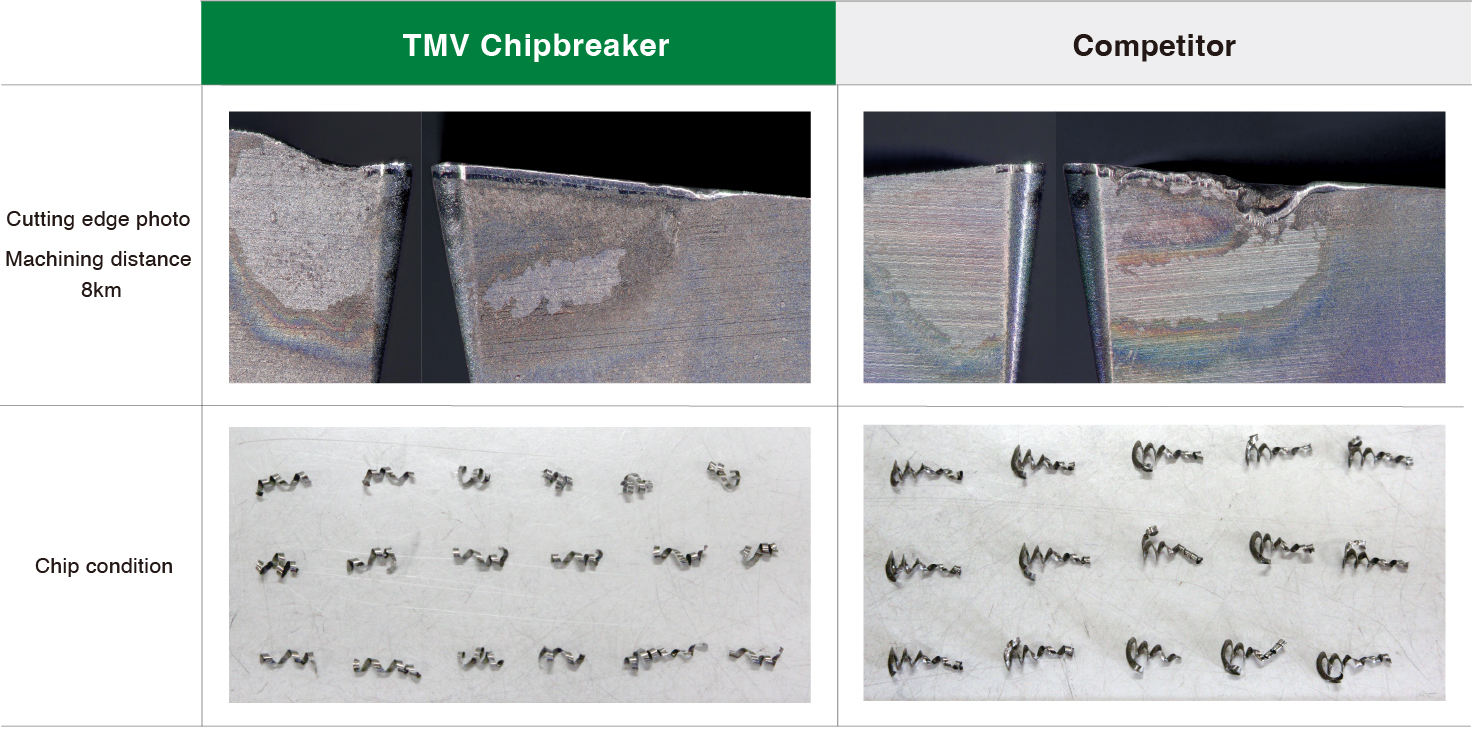
- Dramatic reduction in cutting edge wear
Extended tool life even machining difficult-to cut materials - Stable chip removal with dramatic reduction in cutting edge wear
Stable chip formation during vibration cutting
Applications
Front turning operations on swiss cnc using vibration cutting function


- [ Cutting conditions ]
- Work material:SUS316L Vc = 80 m/min ap = 1.0 mm
f = 0.03 mm/rev Mode1 D1.5 Q1.5 (LFV)
Machining conditions
Scroll the table →
| Grade | Work materials | Operation | Cutting conditions | ||
|---|---|---|---|---|---|
| Cutting speed (m/min) | Feed (mm/rev) | D.O.C. (mm) | |||
| ST4 | Austenitic stainless steel ( SUS304 / SUS316 etc ) |
Front turning | 40 - 100 | 0.02 - 0.06 | 0.5 - 2.0 |
| DM4 | Carbon steel / Alloy steel ( S45C / SCM435 etc ) | Front turning | 50 - 120 | 0.02 - 0.06 | |
| TM4 | Non-ferrous ( Aluminum / Titanium etc ) | Front turning | 60 - 150 | 0.02 - 0.06 | |
| CITIZEN MACHINERY CO., LTD. Vibration condition ( LFV ) | ||
|---|---|---|
| P | Q | D |
| Mode 1 | 0.5 | 0.5 |
⚠ This product is designed with a low cutting edge, so please use it after aligning the core.
⚠ * When using an R0.08 insert, set the feed 0.02mm/rev or less. [ Mode 2 / E4.0 / R0.5 ] is recommended when feed rate is higher than 0.02mm/rev.
| Star precision Co., Ltd. Vibration Conditions (Step Cycle Pro) | |
|---|---|
| A (Chip length factor) | D (Amplitude factor) |
| More than 2.0 | More than 2.0 |
⚠ Our products are designed with a low cutting edge, please use them after aligning with the center.
⚠ * When using insert radius R0.08, please set the feed rate to 0.02mm/rev or less.
Case Study
| CNC Lathe | Cincom L20-LFV |
| Work material | SUS316L |
| Cutting speed | 80 m/min |
| Feed | 0.05 mm/rev |
| D.O.C. (ap) | 1.0 mm |
| Coolant | WET |
| Vibration condition | Mode 1 Q0.5 D0.5 |
| Construction machine parts | |
|---|---|
|
 Machining dia. φ8 / 10.8 / 12 Machining dia. φ8 / 10.8 / 12 |
|
|
|
|
|
|
|
|
| DM4 DCGT11T302MRTMV | 600pcs / corner |
| Competitor’s PVD carbide | 300pcs / corner |
| Valve parts | |
|---|---|
|
 Machining dia. φ3.8 Machining dia. φ3.8 |
|
|
|
|
|
|
|
|
| ST4 DCGT11T302MRTMV | 3,000pcs / corner |
| Competitor’s PVD carbide | 2,200pcs / corner |
Lineup
Scroll the table →
| Shape | Item description | Quantity/Case | Grade (PVD) | Dimensions | |||||
|---|---|---|---|---|---|---|---|---|---|
| ISO | ANSI | ST4 | DM4 NEW | TM4 NEW | IC | Thickness | Radius | ||
 |
DCGT11T301MRTMV | DCGT32.504MRTMV | 10 | ● | ● | ● | 9.525 | 3.97 | 0.08 * |
| DCGT11T302MRTMV | DCGT32.508MRTMV | 10 | ● | ● | ● | 9.525 | 3.97 | 0.18 | |
| DCGT11T304MRTMV | DCGT32.51MRTMV | 10 | ● | ● | ● | 9.525 | 3.97 | 0.38 | |
 |
CCGT09T301MRTMV | CCGT32.504MRTMV | 10 | ● | ● | ● | 9.525 | 3.97 | 0.08※ |
| CCGT09T302MRTMV | CCGT32.508MRTMV | 10 | ● | ● | ● | 9.525 | 3.97 | 0.18 | |
| CCGT09T304MRTMV | CCGT32.51MRTMV | 10 | ● | ● | ● | 9.525 | 3.97 | 0.38 | |
 |
VCGT110302MRTMV | VCGT2208MRTMV | 10 | ● | ● | ● | 6.35 | 3.18 | 0.18 |
| VCGT110304MRTMV | VCGT221MRTMV | 10 | ● | ● | ● | 6.35 | 3.18 | 0.38 | |
 |
TNGG160402MRTMV | TNGG3308MRTMV | 10 | ● | ● | ● | 9.525 | 4.76 | 0.18 |
| TNGG160404MRTMV | TNGG331MRTMV | 10 | ● | ● | ● | 9.525 | 4.76 | 0.38 | |
⚠ This product is designed with a low cutting edge, so please use it after aligning the core.
⚠* When using an R0.08 insert, set the feed 0.02mm/rev or less. [ Mode 2 / E4.0 / R0.5 ] is recommended when feed rate is higher than 0.02mm/rev.
Continued validation and expansion of product lineup to include other part materials
Encourage customer suggestions and support to drive new product development that is focused on solutions
View Catalog Information
Product video

Other recommended products
-

SPLASH seriesCoolant through toolholders | Swiss CNC Lathes
Extensive selection of styles and sizes
-

YL chipbreakerFor front turning operations | Swiss CNC Lathes
First recommendation for front turning
-

ST4Best grade for machining stainless steel | Carbide grade for Swiss CNC lathes
Having issues machining stainless steel ? - Problem solved
-

SHAPER DUOFor socket hole machining| Swiss CNC lathes
Highly productive socket hole machining
Useful information
 4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining
4 STEP-NTK Cutting Tools Lab for choosing suitable cutting tool for cut-off machining The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining
The aspects of "chip control" that you should check when workpiece damage or poor dimensioning are detected during Swiss type CNC automatic lathe machining Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining
Two Areas to Check When Coaxiality is Not Achieved During Swiss CNC Lathe Machining "Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab
"Two" checkpoints and measures to be checked when "Roundness" does not come out in Swiss-type CNC-automatic lathe machining-NTK Cutting Tools Lab