Non-ferrous material machining | PCD grades for Swiss CNC lathes
Non-ferrous machining such as aluminum, brass, resin, copper, carbon, ceramicsFront turning / Back turning / Grooving
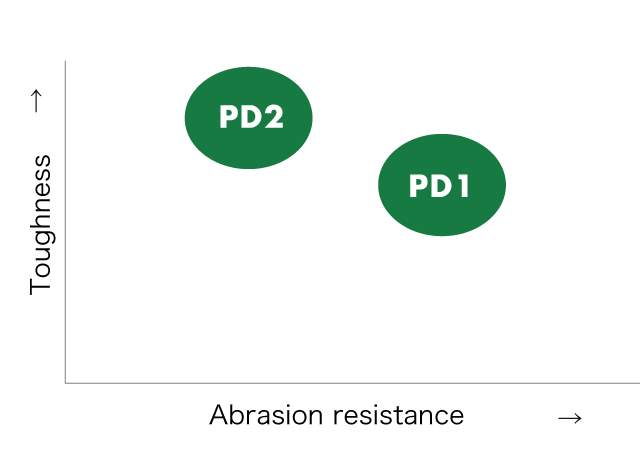
PD1 shortened cycle time on this single pass operation and performed well with no issue of BUE resulting in a good surface finish.
PD2 doubled the productivity with its superior wear resistance compared to the competitor’s PCD.
For more information about this product, visit our online e-catalog, or download the catalog/product report