


| 材质分类 | 被加工材料 | 切削油 | 等级 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
耐热合金 粗车(无刻度) |
WET | JX1 | 180 – 480 600 – 1600 | 1.0 – 2.5 .040 – .100 | 0.12 – 0.27 .005 – .011 |
| JX3 | 1.0 – 2.5 .040 – .100 | 0.12 – 0.27 .005 – .011 | ||||
| 耐热合金 中表面车削 |
WET | JX1 | 210 – 450 700 – 1500 | 1.0 – 2.0 .040 – .080 | 0.1 – 0.25 .004 – .010 | |
| JX3 | 1.0 – 2.0 .040 – .080 | 0.1 – 0.25 .004 – .010 | ||||
| 耐热合金 槽加工 |
WET | JX1 | 180 – 480 600 – 1600 | – | 0.05 – 0.1 .002 – .004 | |
| JX3 | 0.05 – 0.1 .002 – .004 |
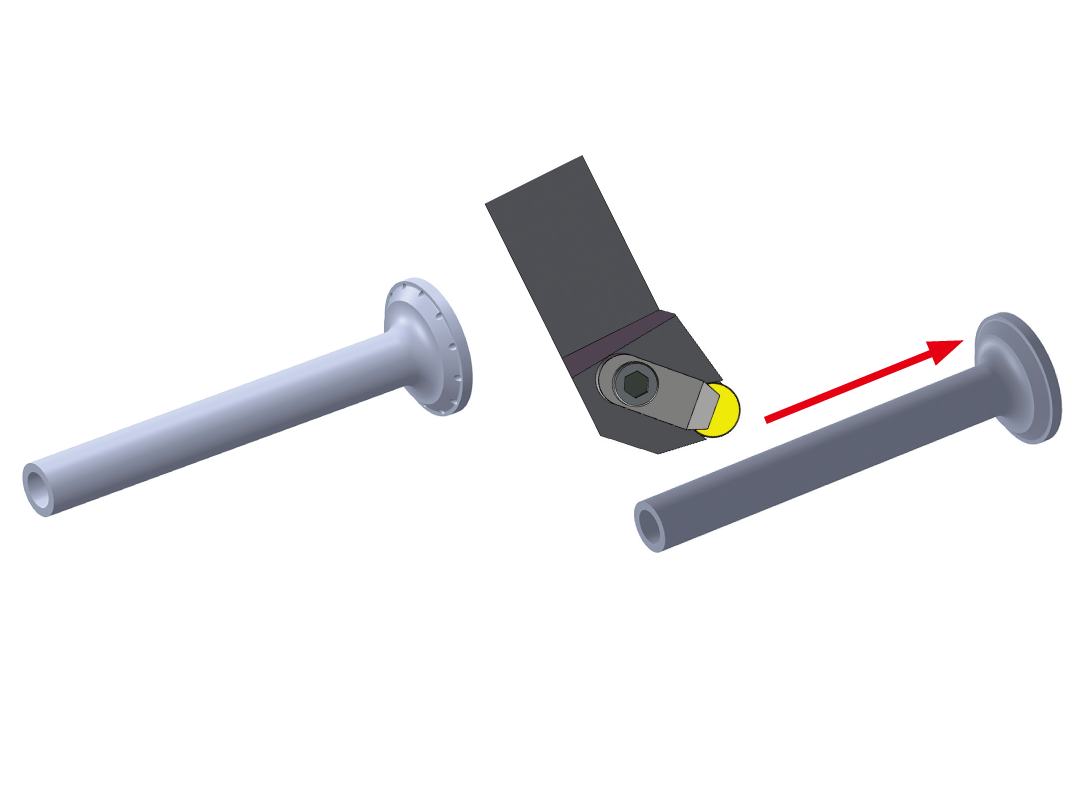
| 涡轮机轴(铬镍铁合金,无刻度) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| JX1 |
10 分钟
|
| 竞争对手的晶须陶瓷 |
3 分钟
|
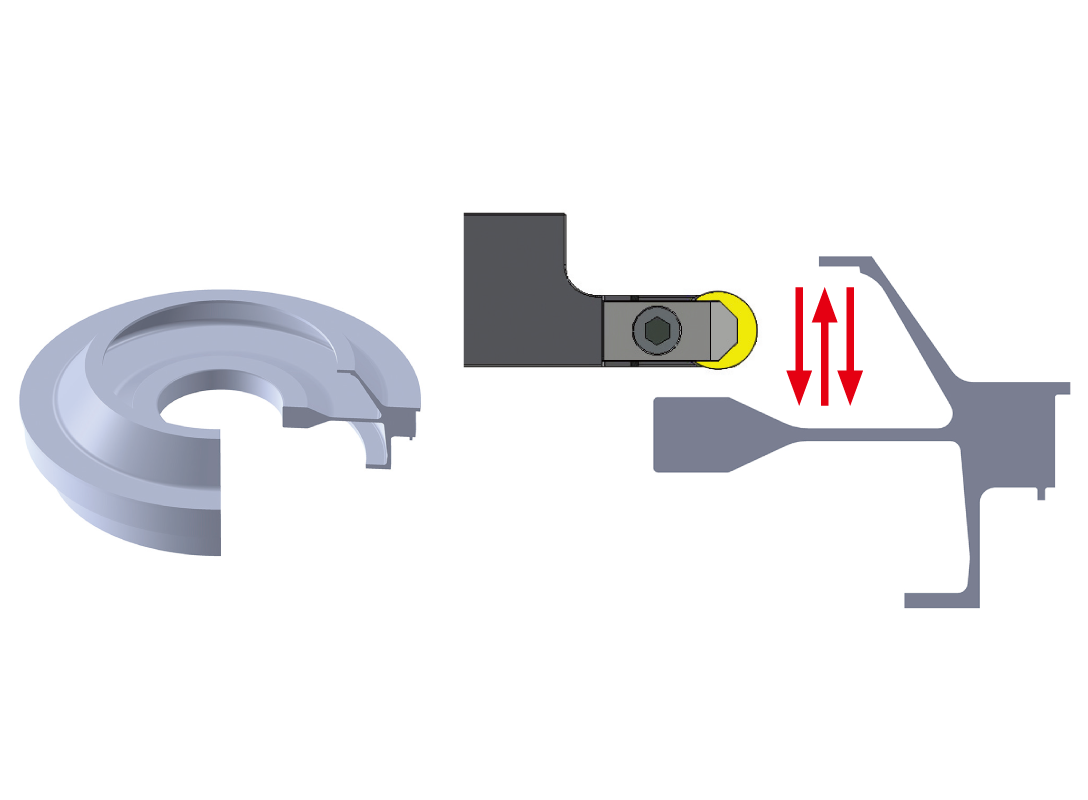
| 涡轮盘(铬镍铁合金 – 粗加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| JX1 |
120 毫升/分钟
|
| 竞争对手的晶须陶瓷 |
60 毫升/分钟
|
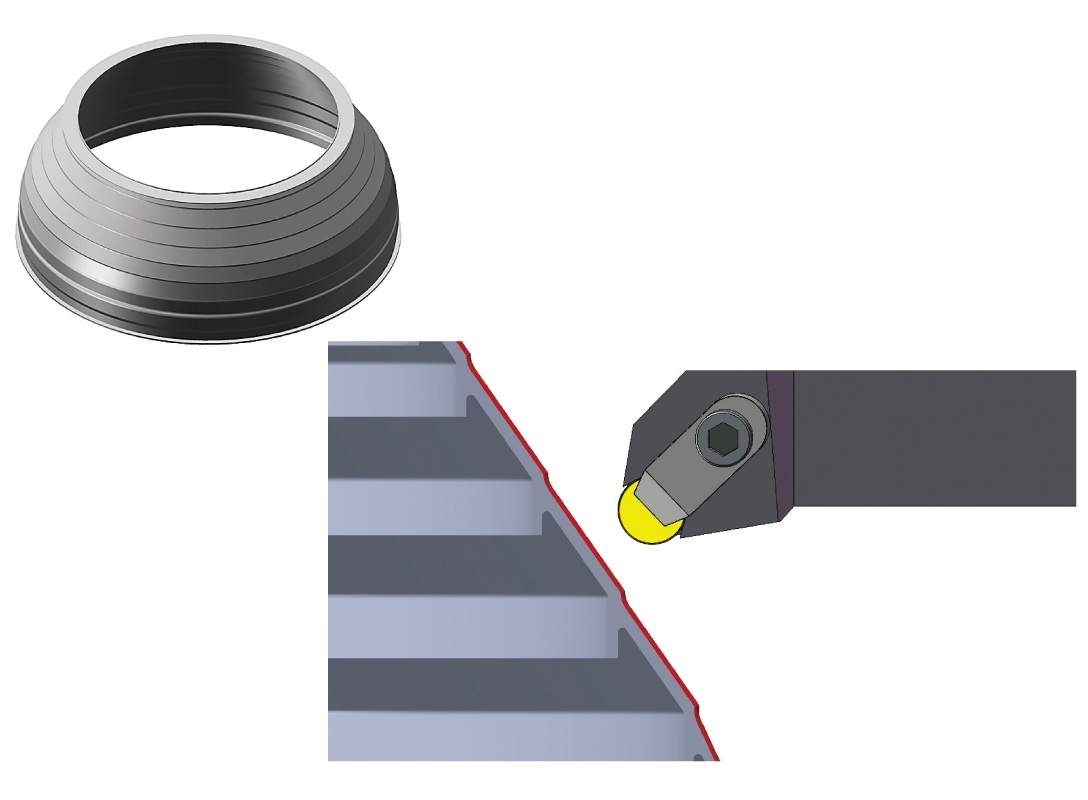
| 涡轮箱(Inco 718 Plus – 半精加工) | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| JX1 |
3 通过
|
| 竞争对手的涂须 |
1 通过
|