搅拌摩擦焊接工具 | NTK 陶瓷公司
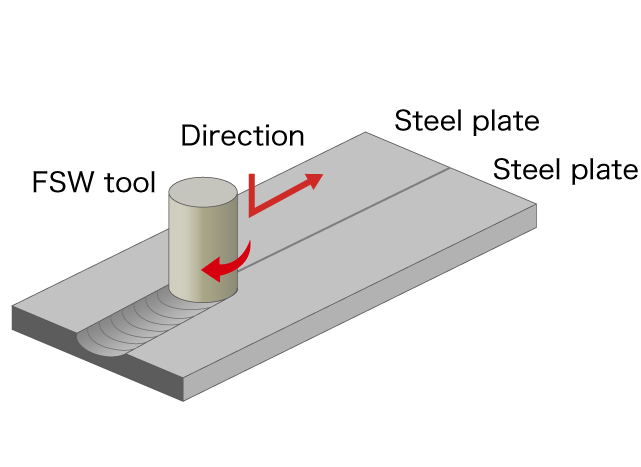
搅拌摩擦焊(FSW)是 1991 年在英国开发的一种固相焊接技术。它使用带有突出尖端的旋转圆柱形工具产生摩擦热,使材料软化并产生塑性流动,从而形成坚固、抗变形的接头。
与熔焊不同,FSW 不会熔化材料,从而减少了变形,提高了晶粒细化程度,并保持了接头强度。此外,它比传统焊接方法更节能。
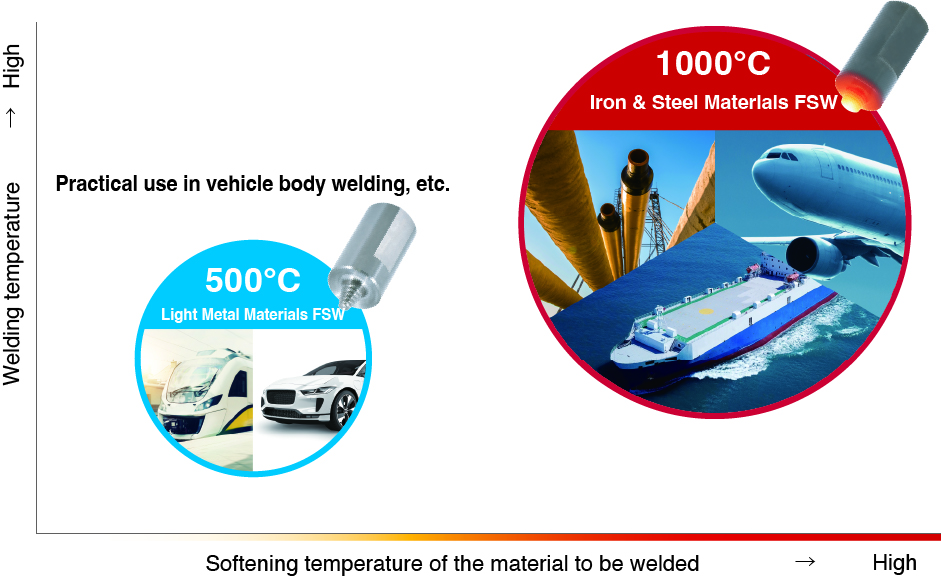
在汽车制造领域,铝合金焊接技术不断进步,而铁/钢材料由于软化温度高,成本效益高的耐高温工具有限,给焊接带来了挑战。
NTK 切割工具公司利用其在陶瓷材料和先进技术方面的专业知识,正在推动这些材料的搅拌摩擦焊接 (FSW) 技术取得进展。
*黑色金属:钢、不锈钢、铜
* 可用性大于 ⌀ 20 mm .787” 、
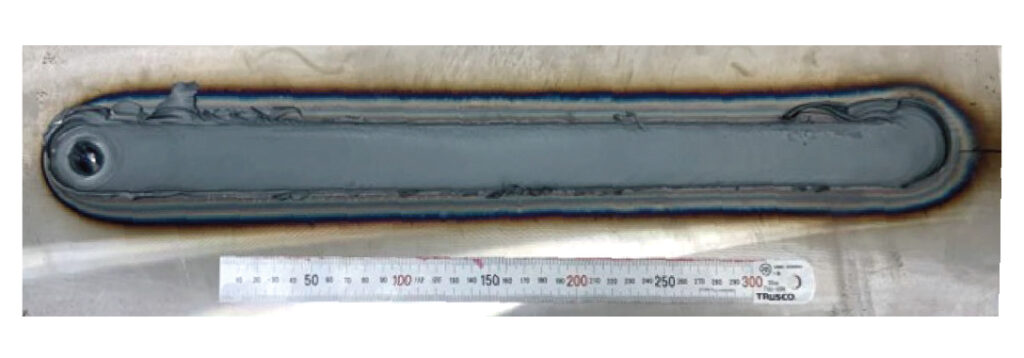
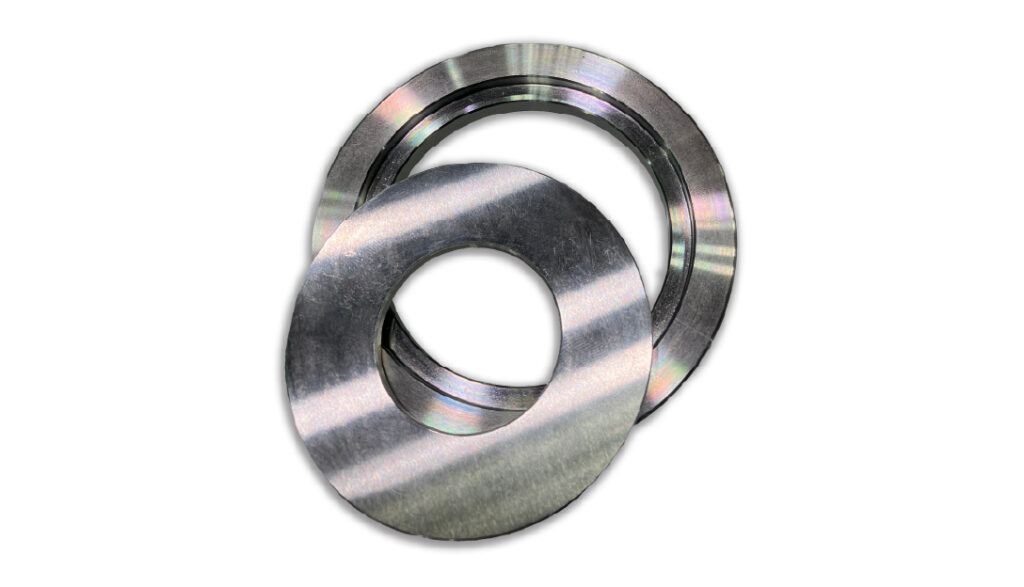
以前,SUS 被喷涂到钢材上以改善表面性能。可通过 FSW 轻松连接
焊接前
传统方法 – 焊接
FSW(搅拌摩擦焊)
接合时无需熔化基材,焊接后变形极小。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告