用于车削轧辊的刀具 | 陶瓷和 CBN 刀片
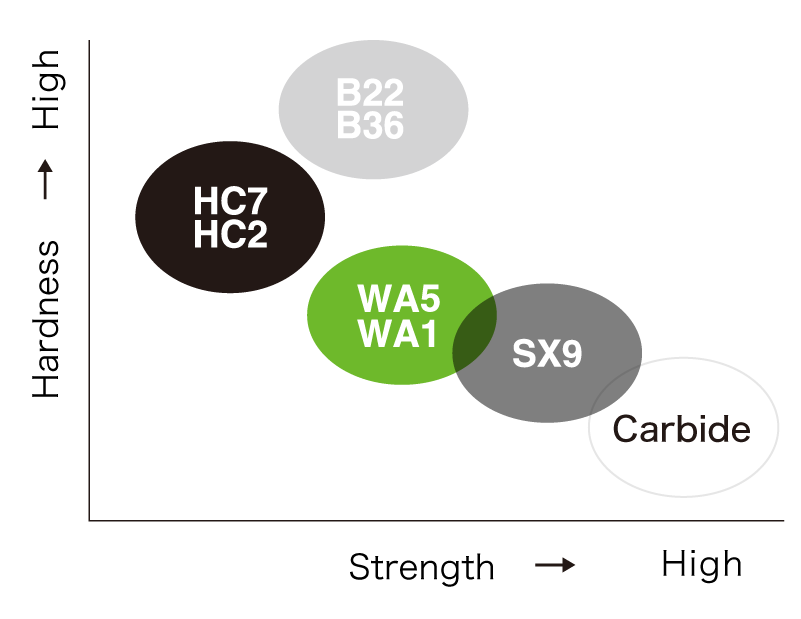
陶瓷插入件的优势
CBN 等级:
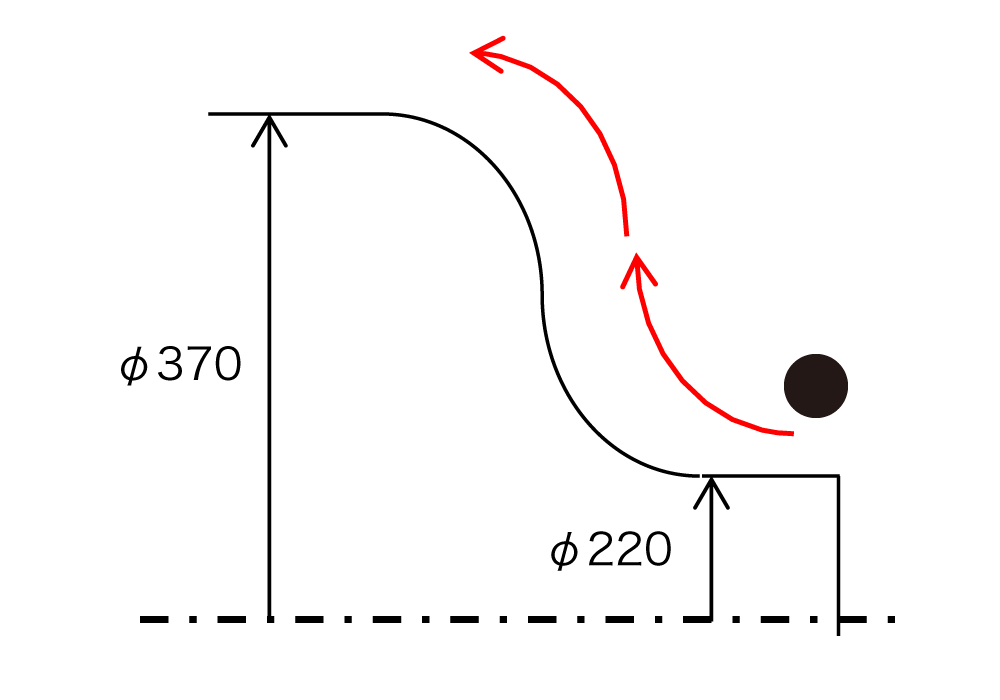
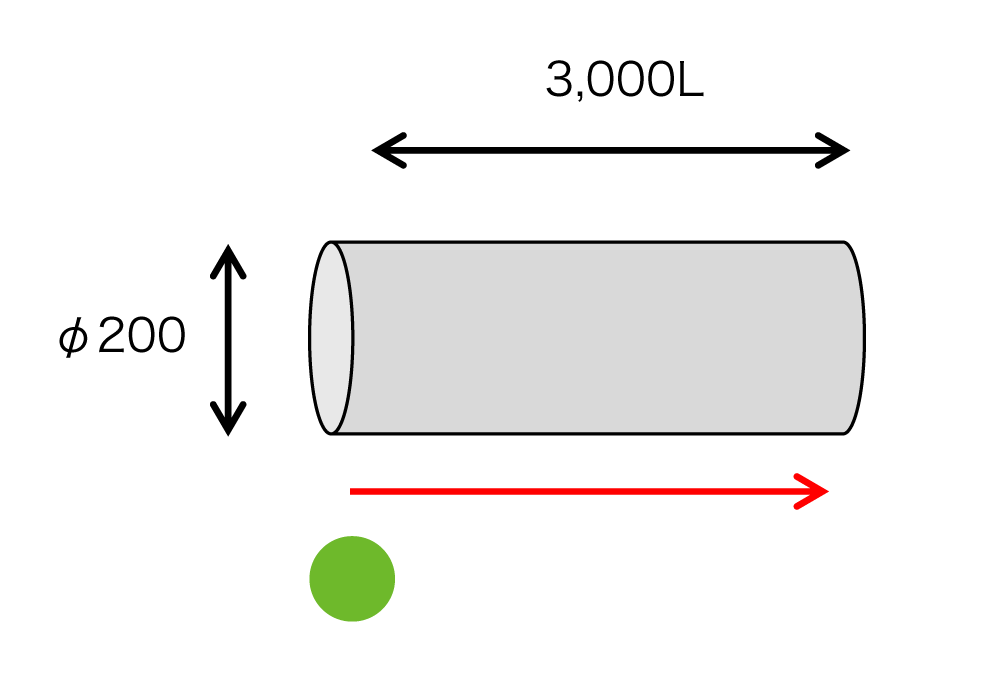
车削轧辊材料
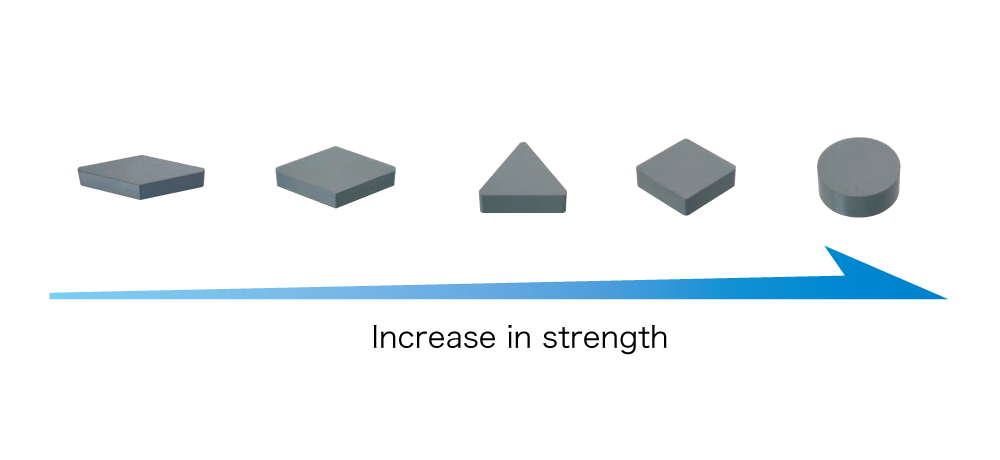
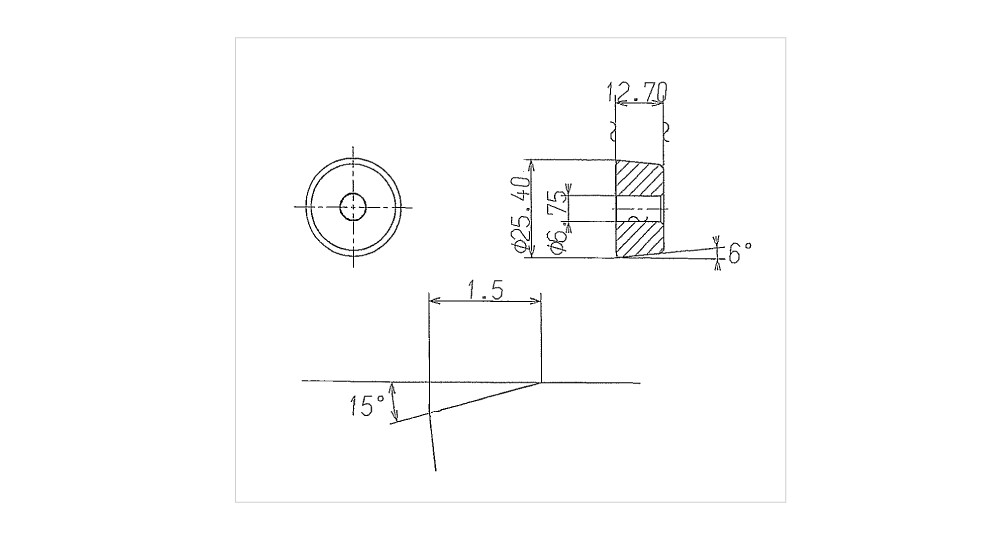
形状特征
注意,刀片强度增加时,切削力也随之增加。
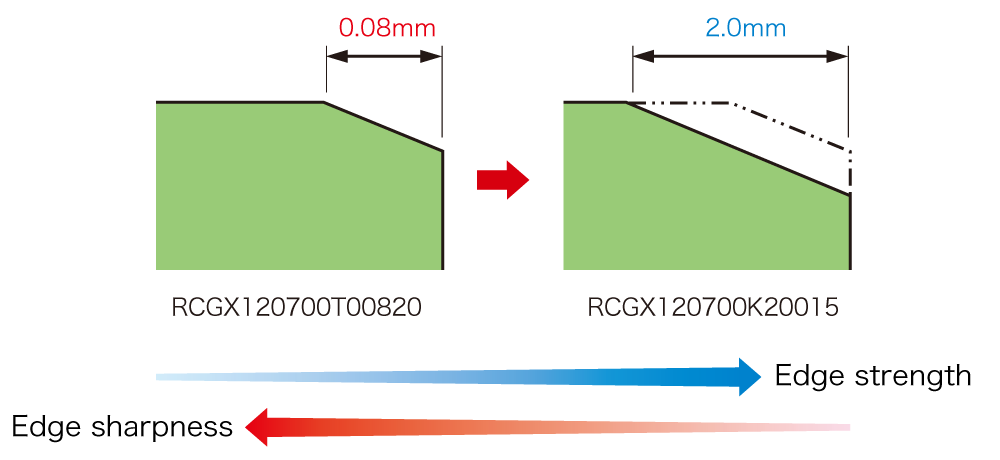
② 边缘准备
刀片在粗加工时的加工稳定性将得到改善。
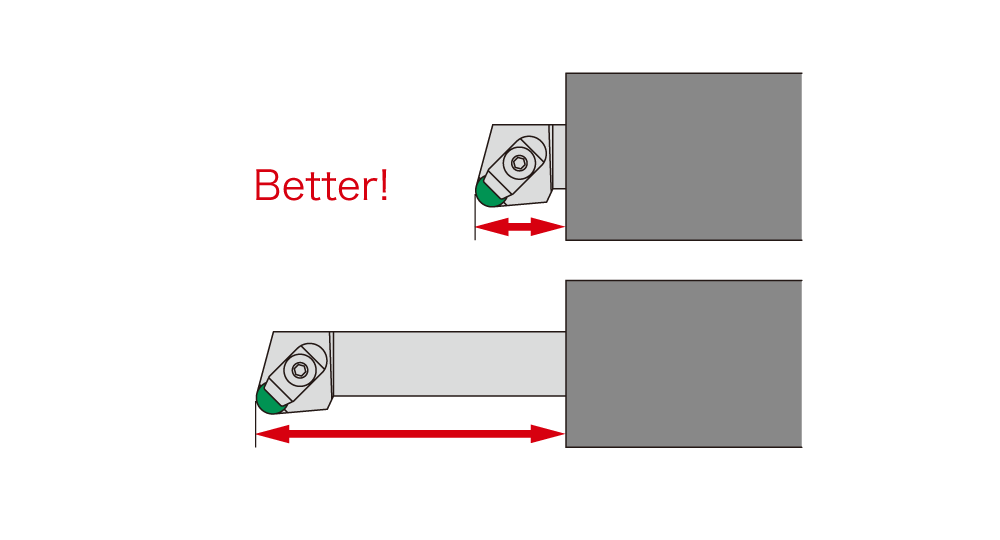
③ 尽量减少悬垂
通过最大限度地减少刀柄悬伸,设置变得更加坚固,并消除了颤振。(刀片崩裂的主要原因)
NTK 提供具有行业特定刀片几何形状和协调刀柄的专用刀具。
与竞争对手的黑色陶瓷相比,HC7 的刀具寿命延长了 2 倍。
客户:”我一直使用同一种黑色陶瓷产品,但现在我看到了产品之间的性能差异”。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告