| 材质分类 | 卷筒材料 | 切削油 | 适用场景 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|---|
 |
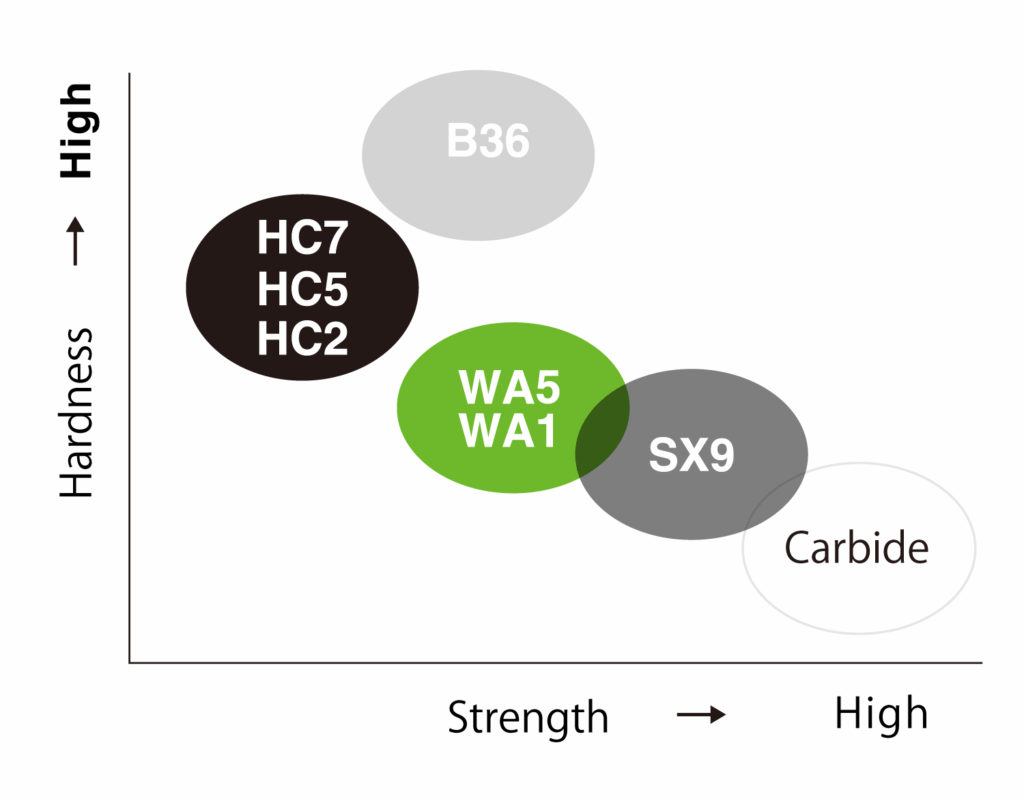
高速钢(HSS)轧辊 | DRY | 粗加工到半精加工 | 晶须陶瓷 533/WA1 |
~ 40 ~ 130 | * 刀片直径的 5-15% (近似值) |
0.1 – 0.3 .004 – .012 |
| 精加工 | CBN BH330 (B22/B36) |
||||||
| 硬化钢辊 | DRY | 半成品到成品 | 氧化铝陶瓷 HC2/HC5/HC7 |
70 – 200 230 – 660 | 0.07 – 0.2 .003 – .008 | ||
| 精加工 | CBN BH330 (B22/B36) |
||||||
 |
铸铁轧辊 冷硬轧辊 |
DRY | 半成品到成品 | 氧化铝陶瓷 HC2/HC5/HC7 |
40 – 80 130 – 260 | 0.1 – 0.3 .004 – .012 | |
| 精加工 | CBN BH330 (B22/B36) |
||||||
| 铸铁轧辊 球墨铸铁轧辊 CPM 轧辊(如粉末金属) 硬质合金轧辊 |
DRY | 粗加工到半精加工 | 氮化硅陶瓷 SX9 |
40 – 120 130 – 400 | 0.1 – 0.3 .004 – .012 | ||
| 精加工 | CBN BH330 (B22/B36) |
||||||
| 硬质合金轧辊 | DRY | 粗加工到半精加工 | 晶须陶瓷 533/WA1 |
30 – 170 100 – 560 | 0.1 – 0.3 .004 – .012 | ||
| 精加工 | CBN BK310 (B22/B36) |
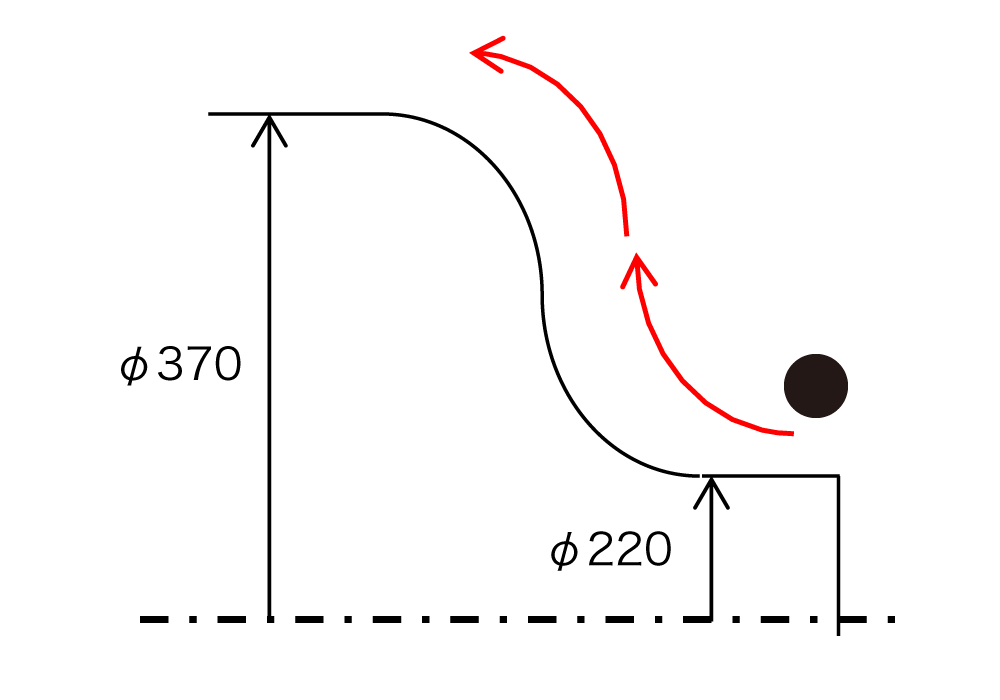
| 成型辊 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| HC7 |
2 件/角
|
| 竞争对手的黑瓷 |
1 件/角
|
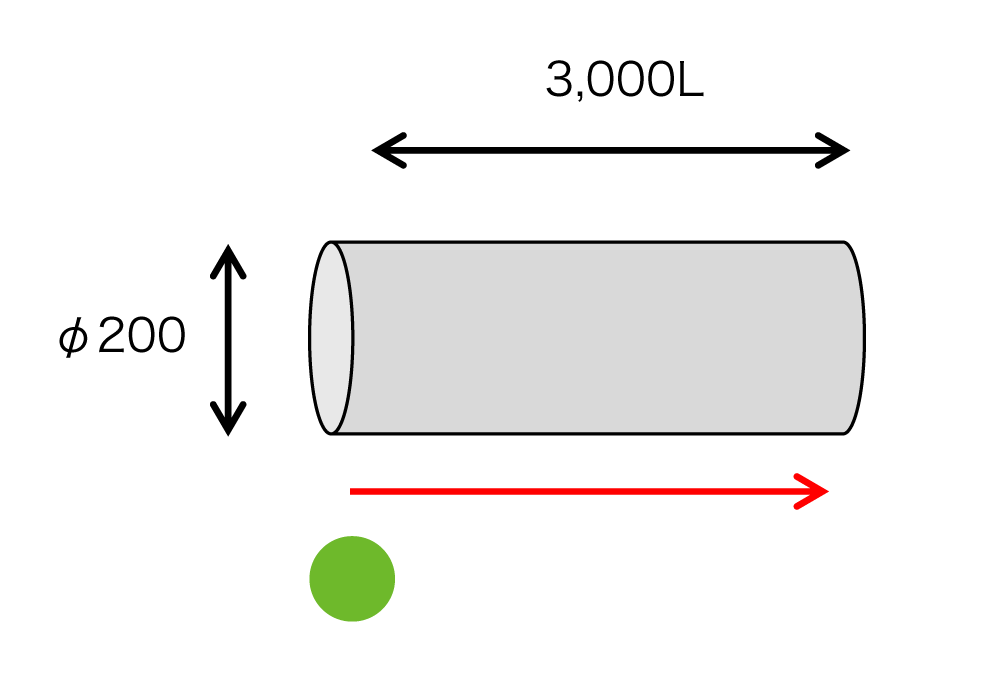
| 弯曲辊 | |
|---|---|
|
 |
|
|
|
|
|
|
|
|
| WA1 |
2 件(6,000 升)/角
|
| 竞争对手的黑瓷 |
1 件(3,000 升)/角
|