NEW Thread Whirling "ECO"
- Lineup of 3-blade and 6-blade cutter bodies
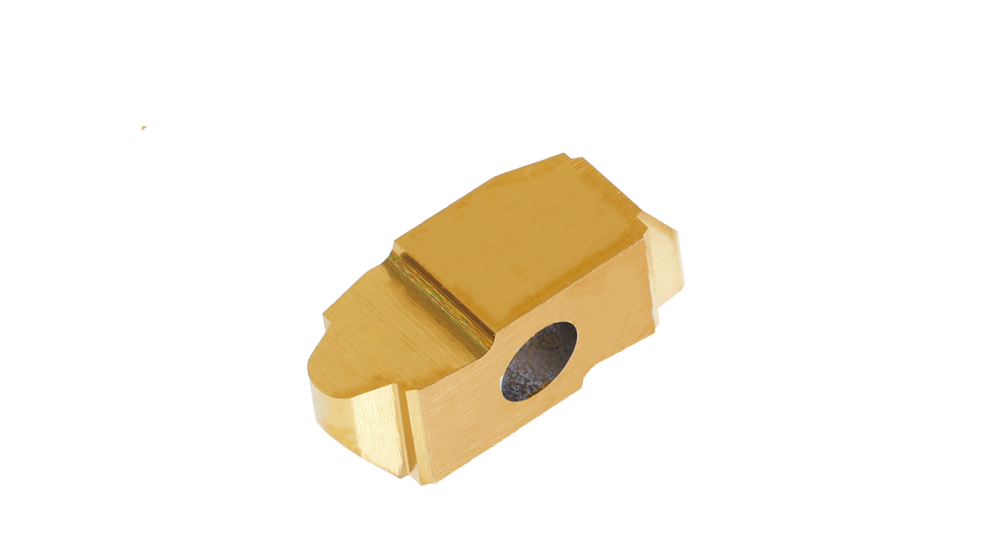
- 1-corner insert can be selected
特点
- NTK 的刀片设计技术可制造出与最复杂螺纹形状相匹配的精密刀片
- 锋利的切削刃和 PVD 涂层刀片可产生出色的表面光洁度,延长刀具使用寿命
模具应用
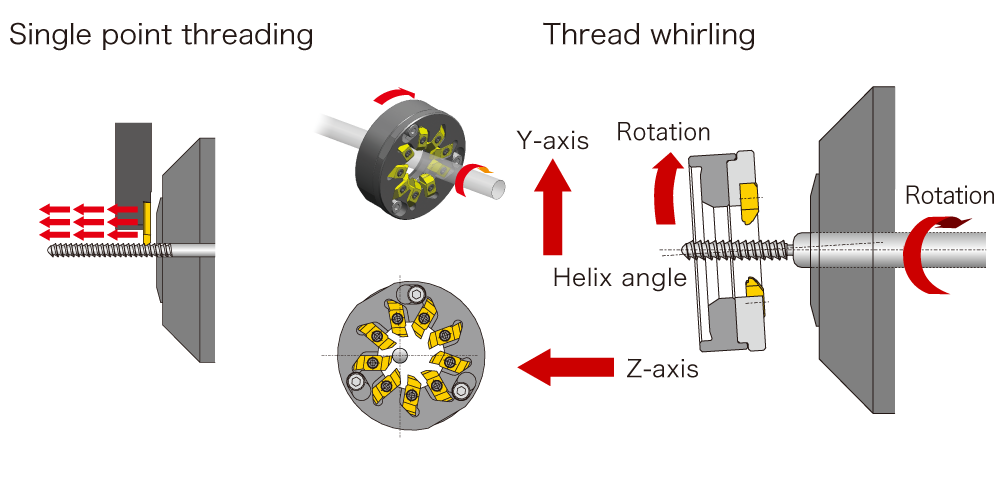
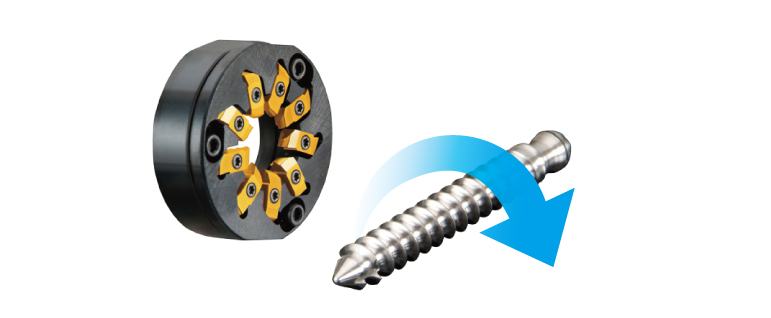
单点和螺纹旋切工艺的比较
在螺纹旋切中,旋切头倾斜至特定的螺旋角,刀具高速旋转,棒料(c 轴)低速旋转,螺距(z 轴)为进给。
刀片对材料进行剪切,从而实现单程螺纹成型。
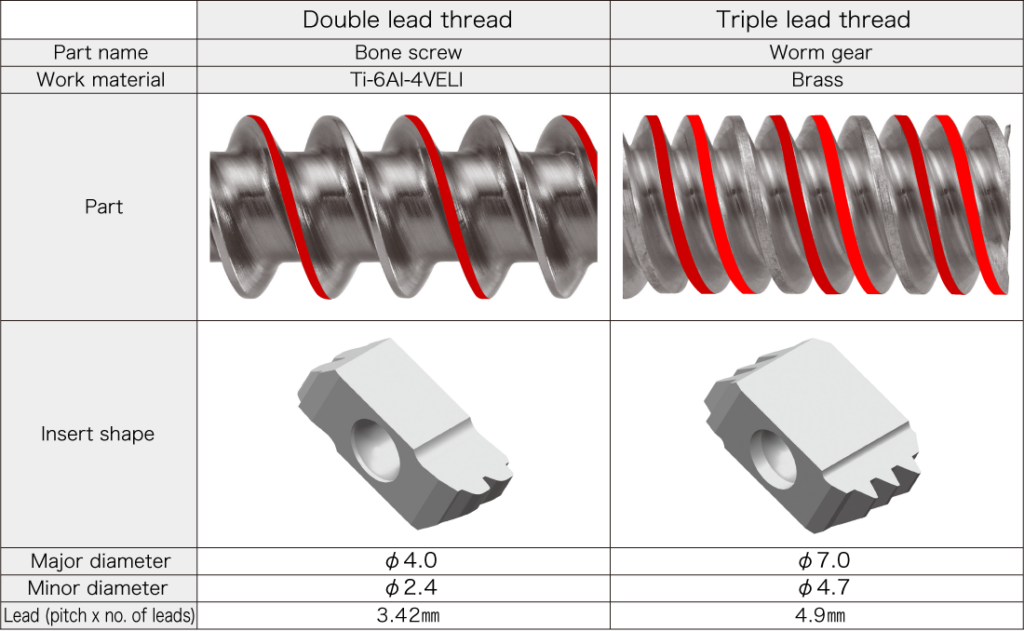
多引线单程成形示例
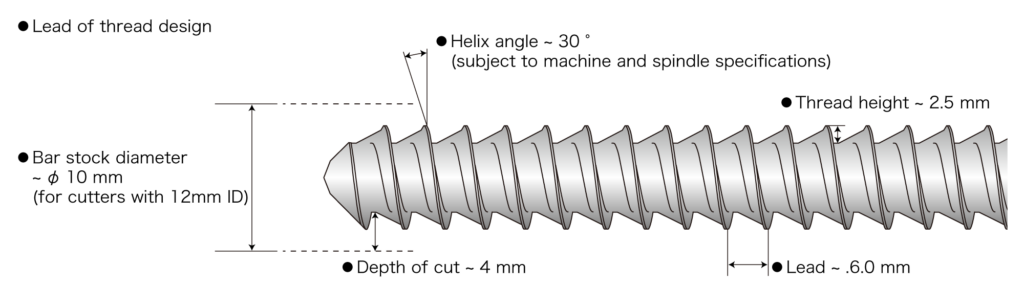
加工多导线胎面有许多工艺要求。
因此必须与我们联系,讨论:机械规格、主轴规格、刀片规格、刀具规格。
Cutter bodies are available for Left/Right-hand screws
A head for left-hand threads has been added to accommodate a wide range of workpieces.
 |
 |
| Left hand Screw |
Right hand Screw |
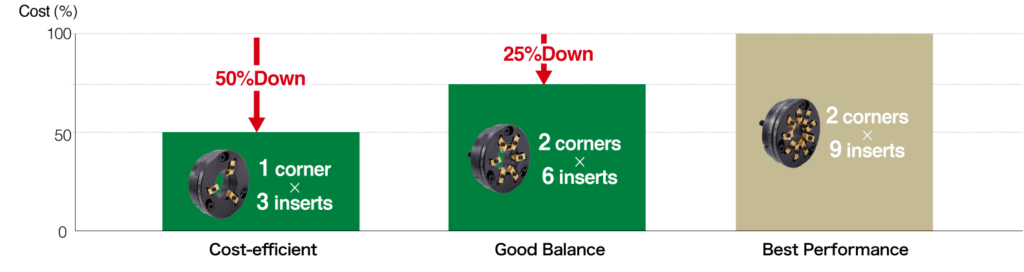
Cutter body with selectable number of inserts
Select the number of corners according to your needs
The number of corners can now be selected according to the number of workpieces produced.
 |
 |
| 1 corner type |
2 corner type |
| For prototyping and small-lot, high-mix production |
For mass production |