 |
 |
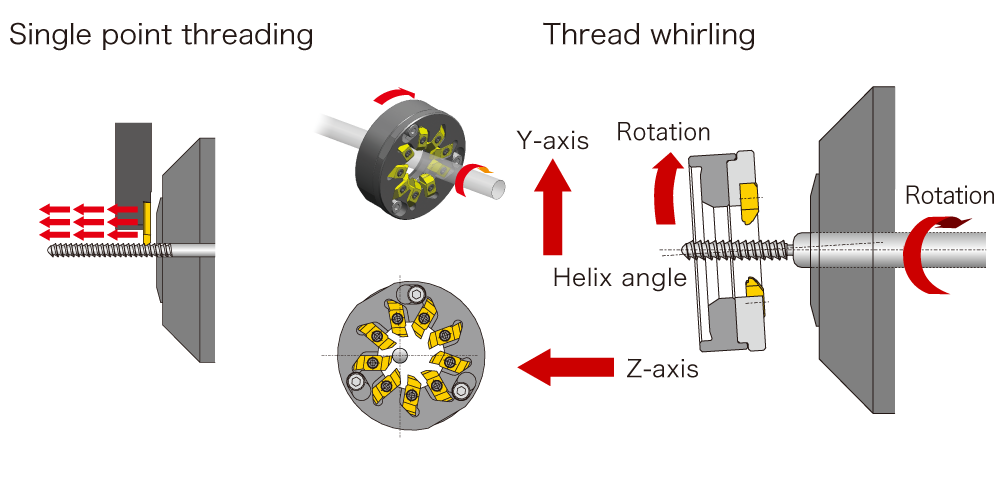
| 左手螺钉 | 右手螺钉 |

 |
 |
 |
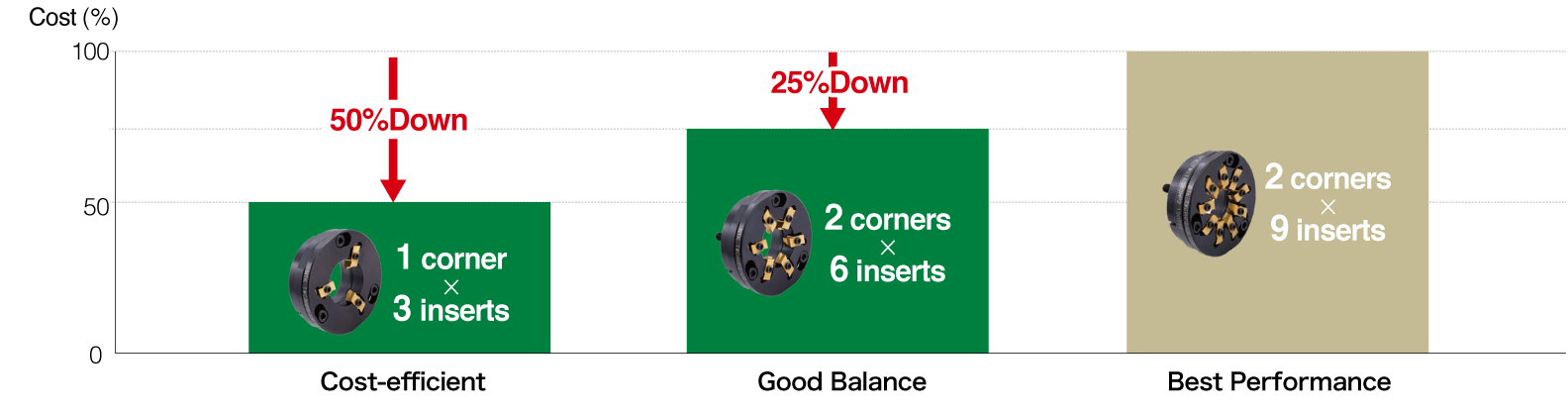
| 3 个插页 | 6 个插页 | 9 个插页 |
| 强调成本 | 平衡 | 强调加工效率 |
 |
 |
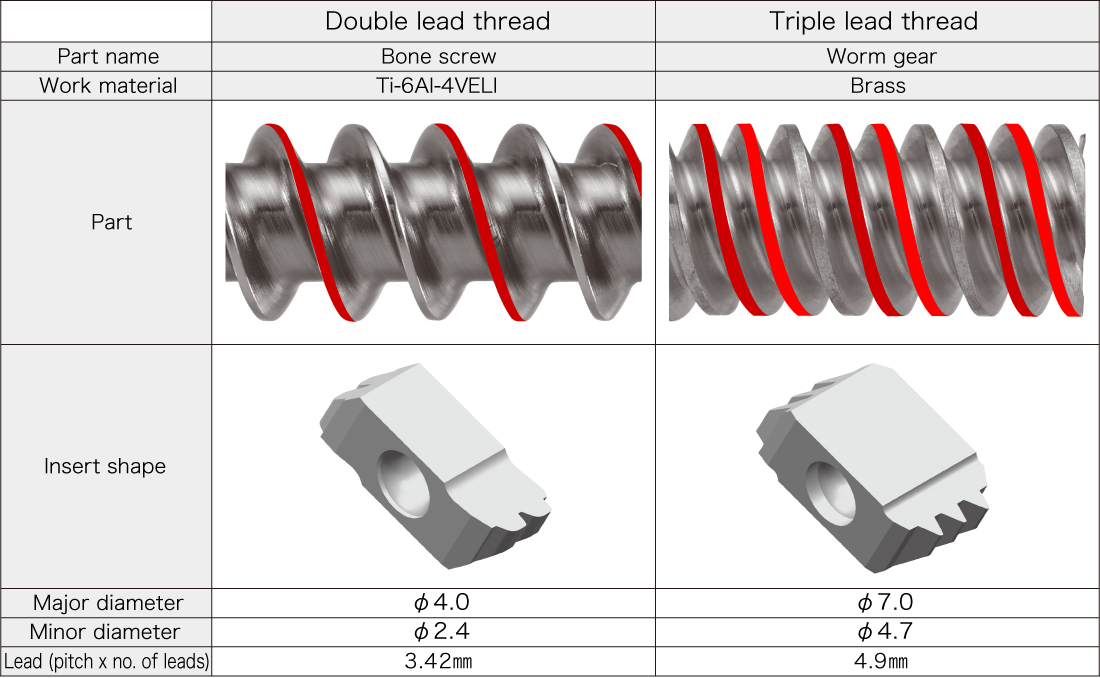
| 1 角型 | 2 角型 |
| 用于原型和小批量、多品种生产 | 用于批量生产 |
| 材质分类 | 被加工材料 | 刀盘齿数 | 材料直径 (mm) (inch) |
主轴转速 (min-1) |
刀盘转速 (min-1) |
进给 |
|---|---|---|---|---|---|---|
   |
Ti-6Al-4V EL SUS316 17-4PH 钛合金 黄铜 等. |
3 | -⌀ 10 .400 | 5 – 12 | 1,500 – 4,000 | 导程 = 螺距相同 |
| 6 | 10 – 25 | |||||
| 9 | 10 – 40 |