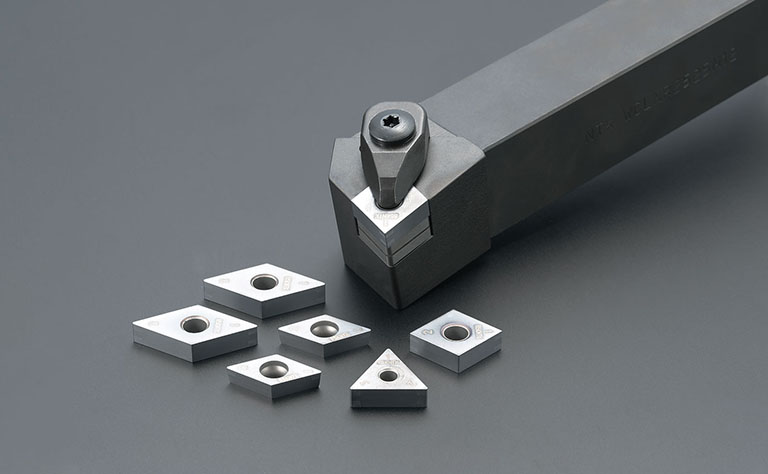
R用于球墨铸铁/普通铸铁 黑皮粗加工~精加工| 涂层氮化硅陶瓷
R用于球墨铸铁/普通铸铁 黑皮粗加工~精加工| 涂层氮化硅陶瓷
从精加工到黑皮粗加工都可对应
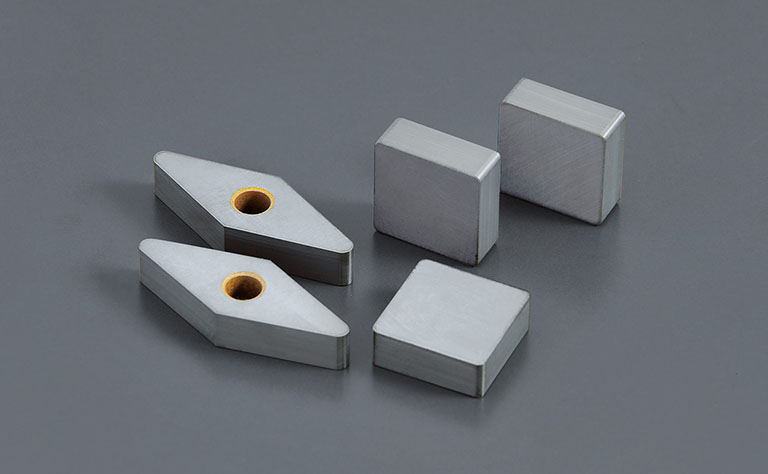
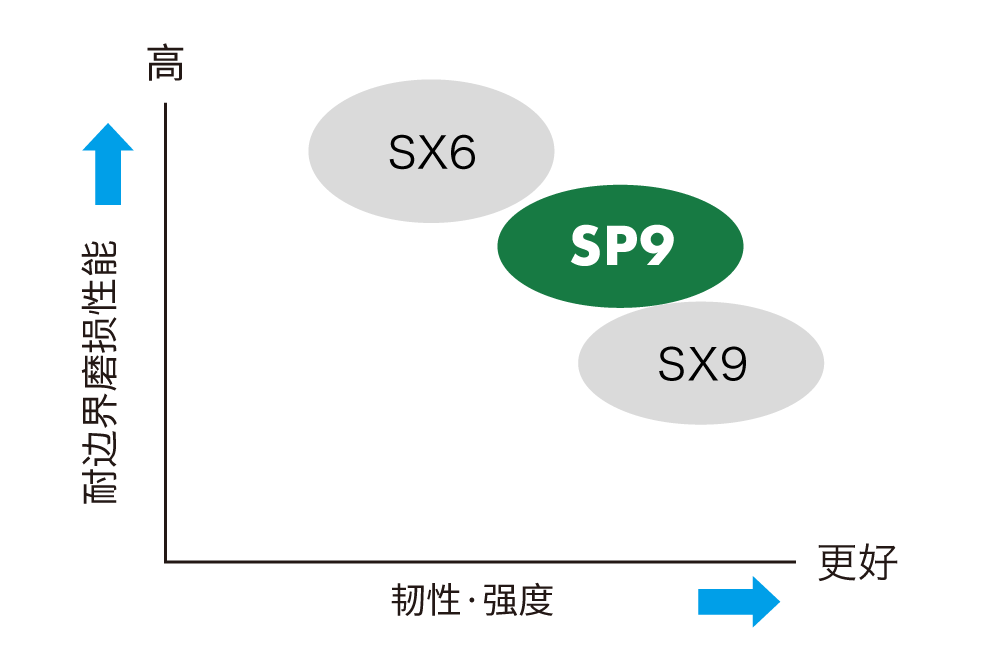
结合了高韧性母材和CVD涂层,兼备优秀的耐缺损性能和耐磨损性能。
凭借CVD涂层,在Vc=300m/min的低速领域也能实现长寿命
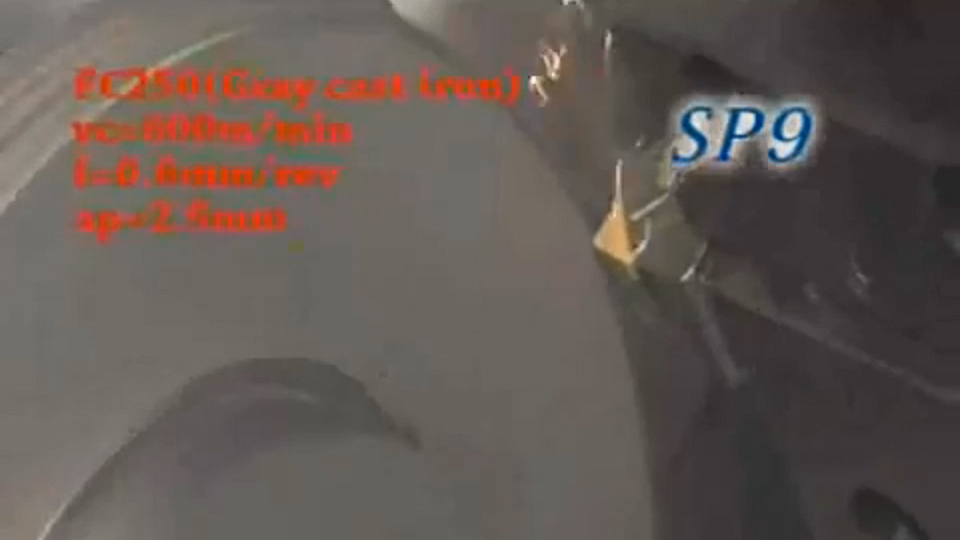
介绍视频
性能
- 结合了高韧性母材和CVD涂层,兼备优秀的耐缺损性能和耐磨损性能
- 通过微小刃口处理降低切削抵抗
- 精加工也能够对应
适用场合
用于球墨铸铁 / 普通铸铁
车削加工/ 铣削加工 黑皮粗加工~精加工
材质区分特性
加工参数
横向滚动表格 →
| 材质 | 被切削材料 | 加工方法 | 工序 | 切削速度 (m/min) | 进给(mm/rev) | 切深(mm) | 切削油 |
|---|---|---|---|---|---|---|---|
| SP9 | 普通铸铁 | 车削加工 | 黑皮粗加工,强断续加工~ 精加工 | 350 - 800 | 0.3 - 0.6 | -3.5 | 干式加工 |
| 用于球墨铸铁 | 250 - 550 | 0.15 - 0.4 | -3.0 | 干式加工 | |||
| 普通铸铁 | 铣削加工 | 黑皮粗加工 | 350 - 700 | 0.07 - 0.25 | -6.0 | 干式加工 | |
| 用于球墨铸铁 | 400 - 800 |
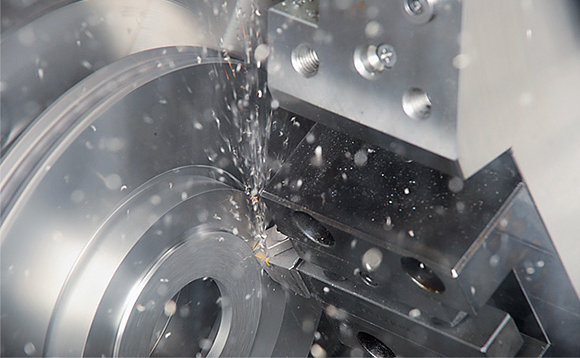
普通铸铁FC150 黑皮粗加工
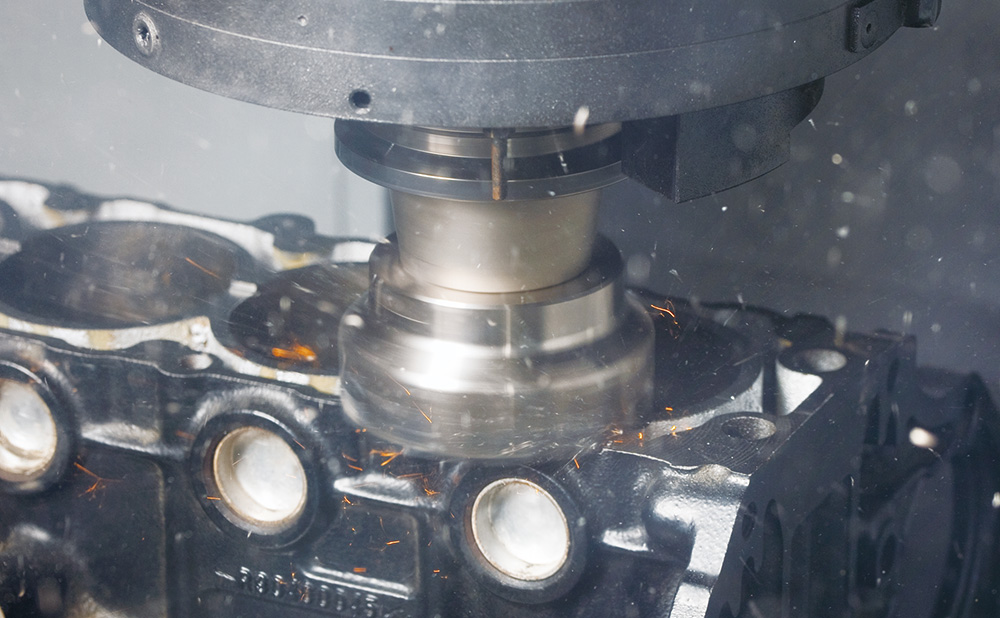
普通铸铁FC250 铣削加工
加工案例
| 差速器壳 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SP9 | C/T 30 秒/个 |
|
| 其他公司CVD涂层硬质合金 | C/T 60 秒/个 |
|
- 相比其他公司CVD涂层硬质合金,SP9可进行高速加工,将C/T时间缩短至50%。
| 汽车零件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SP9 | 1,300 个/刃 |
|
| 其他公司氮化硅系列陶瓷 | 800 个/刃 |
|
- 和其他公司陶瓷相比,SP9的加工寿命延长至1.6倍。
产品阵容
请利用产品目录,查阅产品阵容