用于灰铸铁粗加工的超强耐磨性| 氮化硅陶瓷
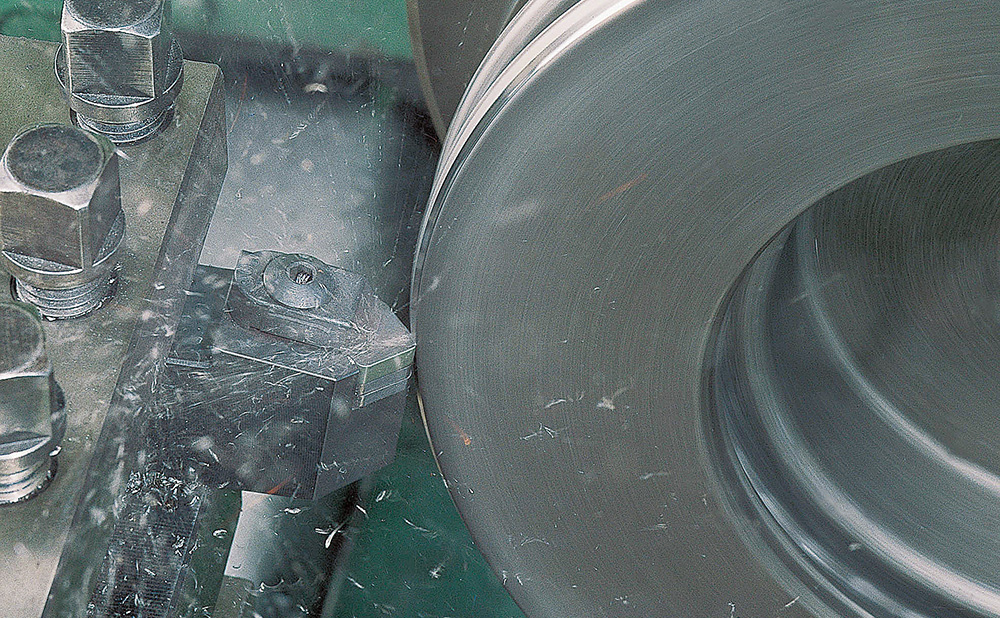
带刻度的灰铸铁粗车/铣削
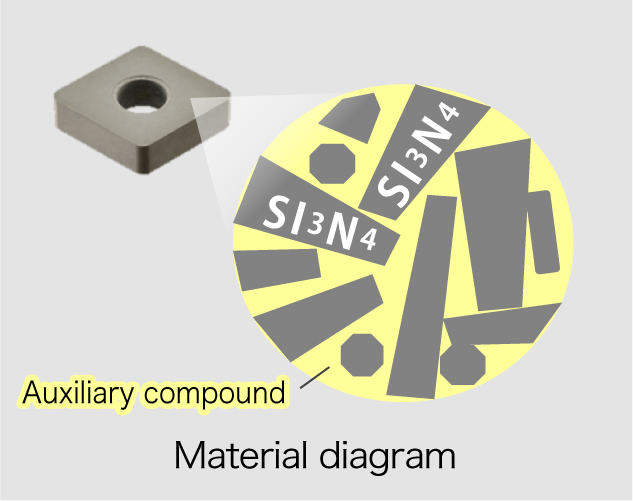
其主要成分是氮化硅(Si3N4),与氧化铝基材料不同的是,氮化硅的颗粒呈针状。针状颗粒交织在一起,极大地抑制了切削过程中因冲击而产生的裂纹的发展,并防止碎裂。
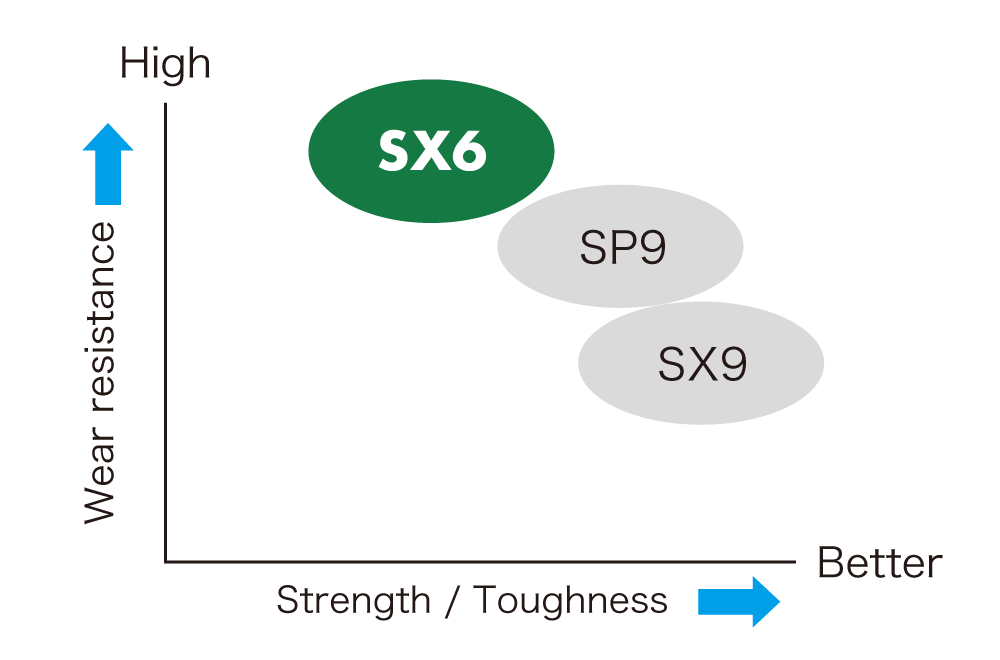
与竞争对手的氮化硅相比,SX6 的刀具寿命延长了 1.5 倍
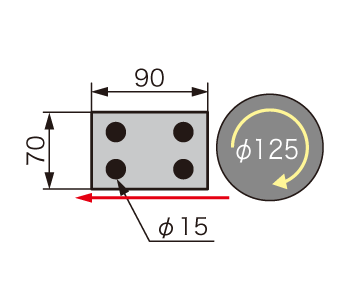
与目前使用的硬质合金刀片相比,使用陶瓷刀片进行高速铣削大大缩短了加工周期。(单次加工时间从 40 分钟缩短到 15 分钟)SX6 的刀具寿命提高了 1.4 倍。
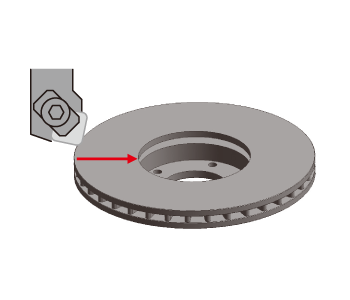
通过使用负插入件,增加了角的数量,从而降低了工具成本。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告