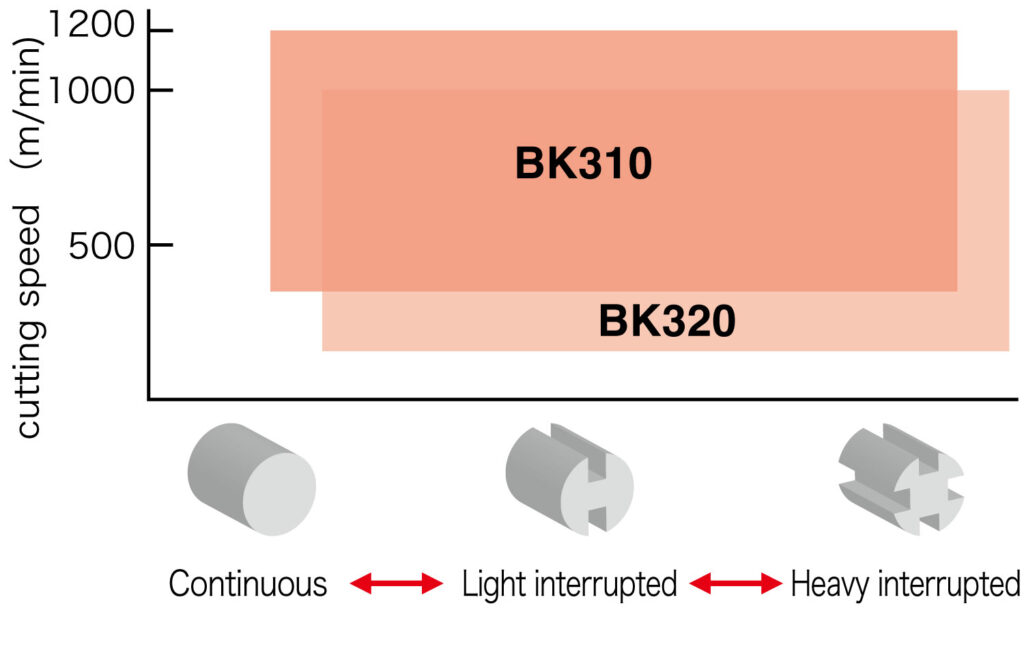
| 精加工 | ||||||||||||||||
| ↑高 速度 ↓低 |
|
|||||||||||||||
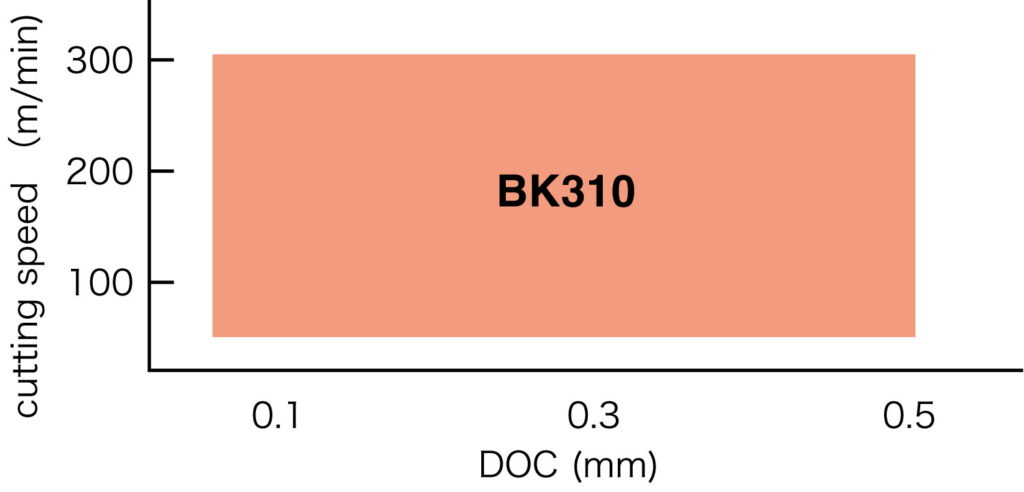
| 精加工 | |||||||||||||
| ↑高 速度 ↓低 |
|
||||||||||||
| ap (mm) (inch) | |||||||||||||
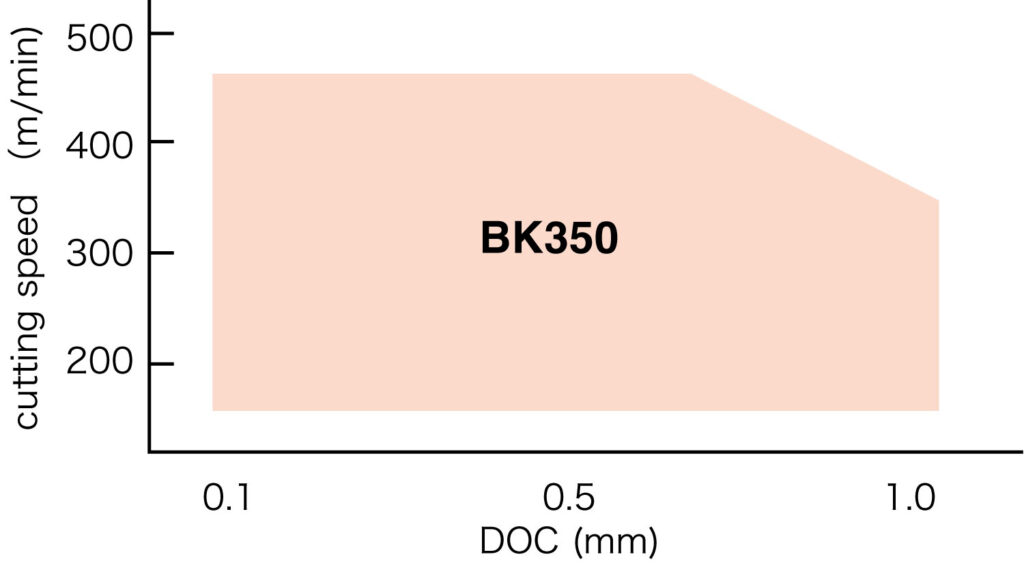
| 精加工 | |||||||||||||
| ↑ 高 速度 |
|
||||||||||||
| ap (mm) (inch) | |||||||||||||
| BK310 | 竞争对手 |
|---|---|
 |
 |
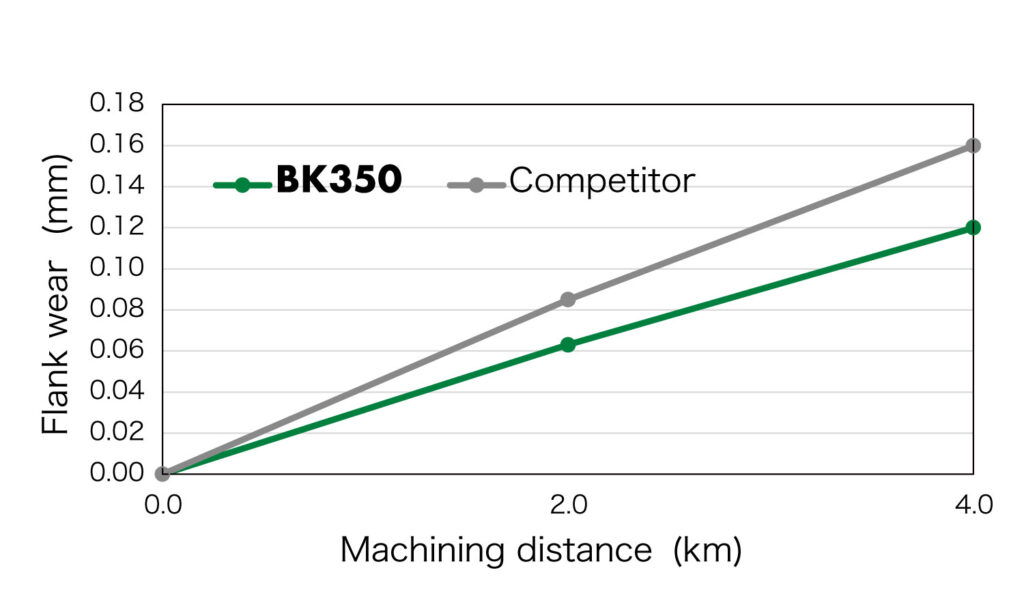
| BK350 | 竞争对手 |
|---|---|
 |
 |

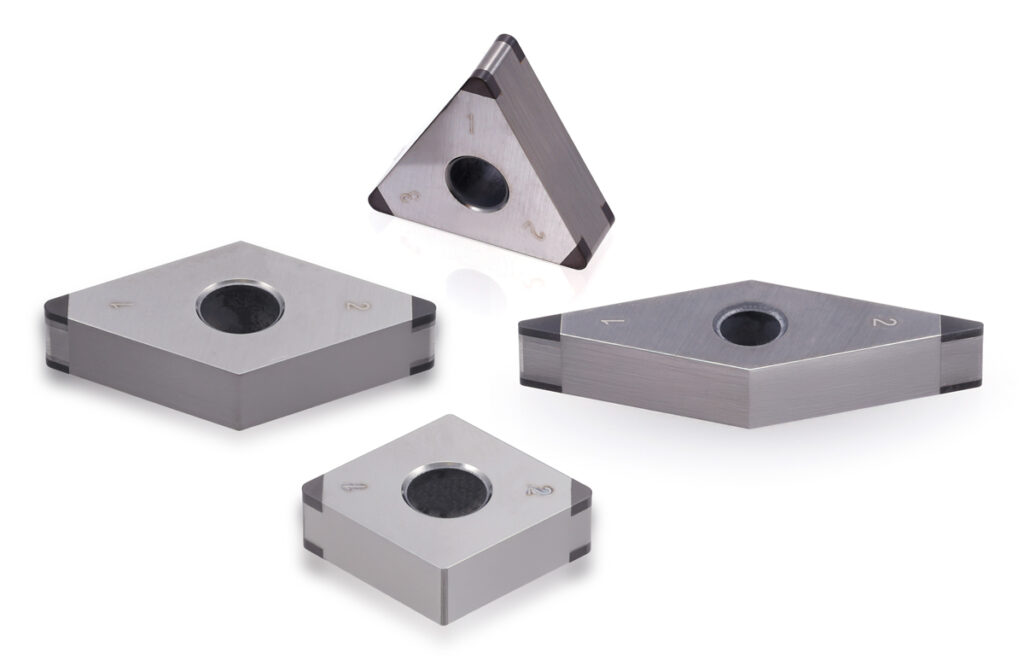
| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
铸铁 表面车削 |
WET | BK310 BK320 |
400 – 1200 1300 – 4000 | – 2.0 – .080 | – 0.5 – .020 |
| 烧结合金 车削表面处理 |
BK310 | 40 – 300 130 – 1000 | – 0.5 – .020 | – 0.5 – .020 | ||
| 球墨铸铁 精车 |
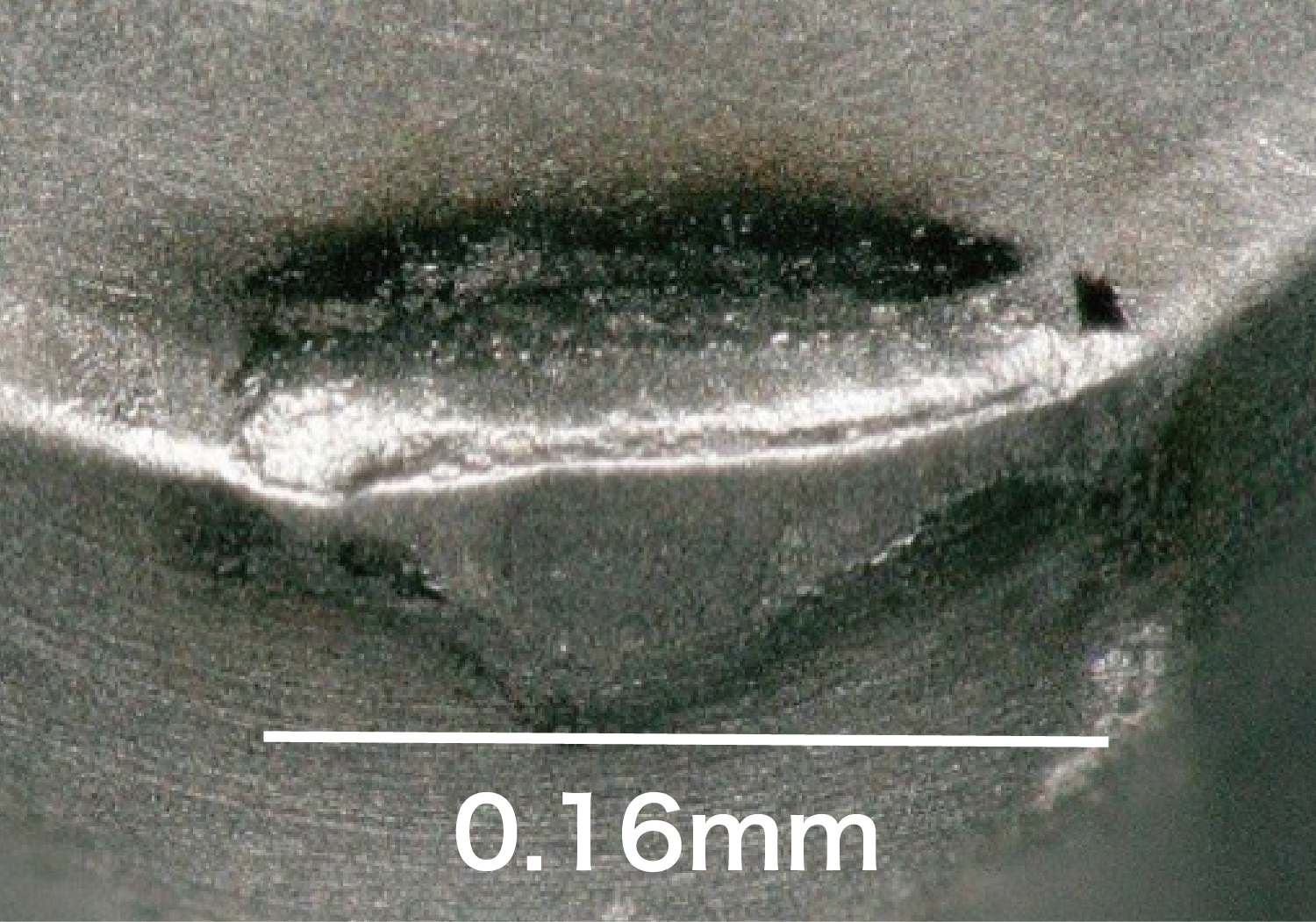
DRY | BK350 | 100 – 450 300 – 1500 | – 1.0 – .040 | – 0.4 – .016 |
| 农业部分 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
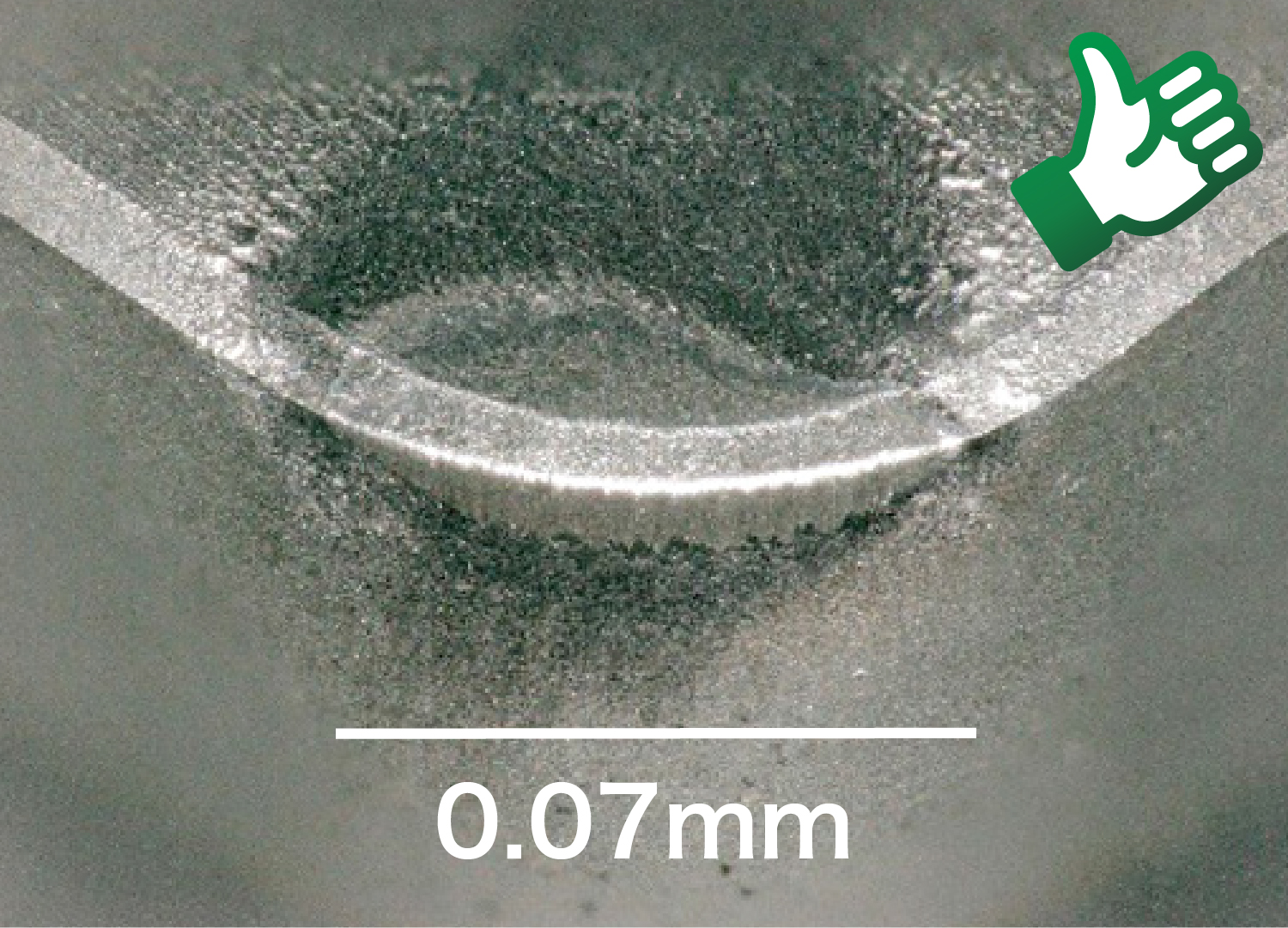
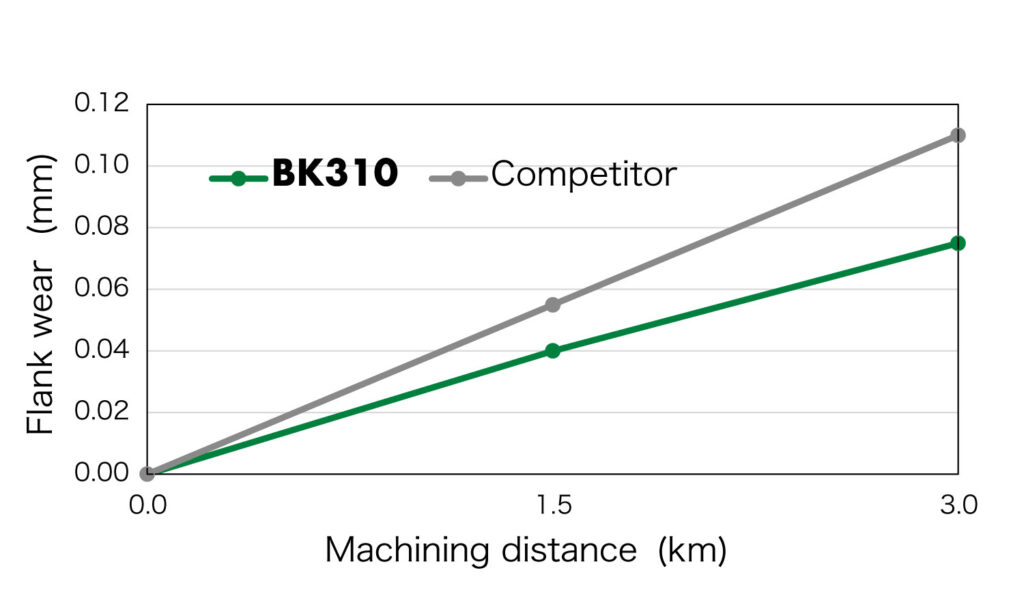
| BK310 |
150 片 / 角 |
|
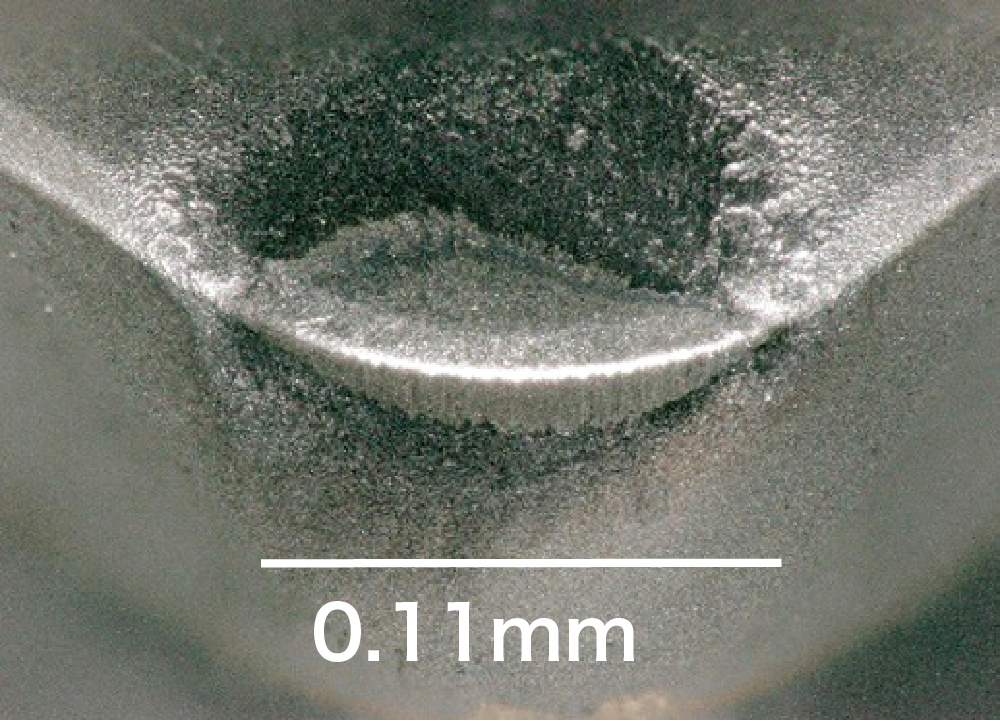
| 竞争对手的 CBN |
100 件/角 |
|
| 机械部件 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
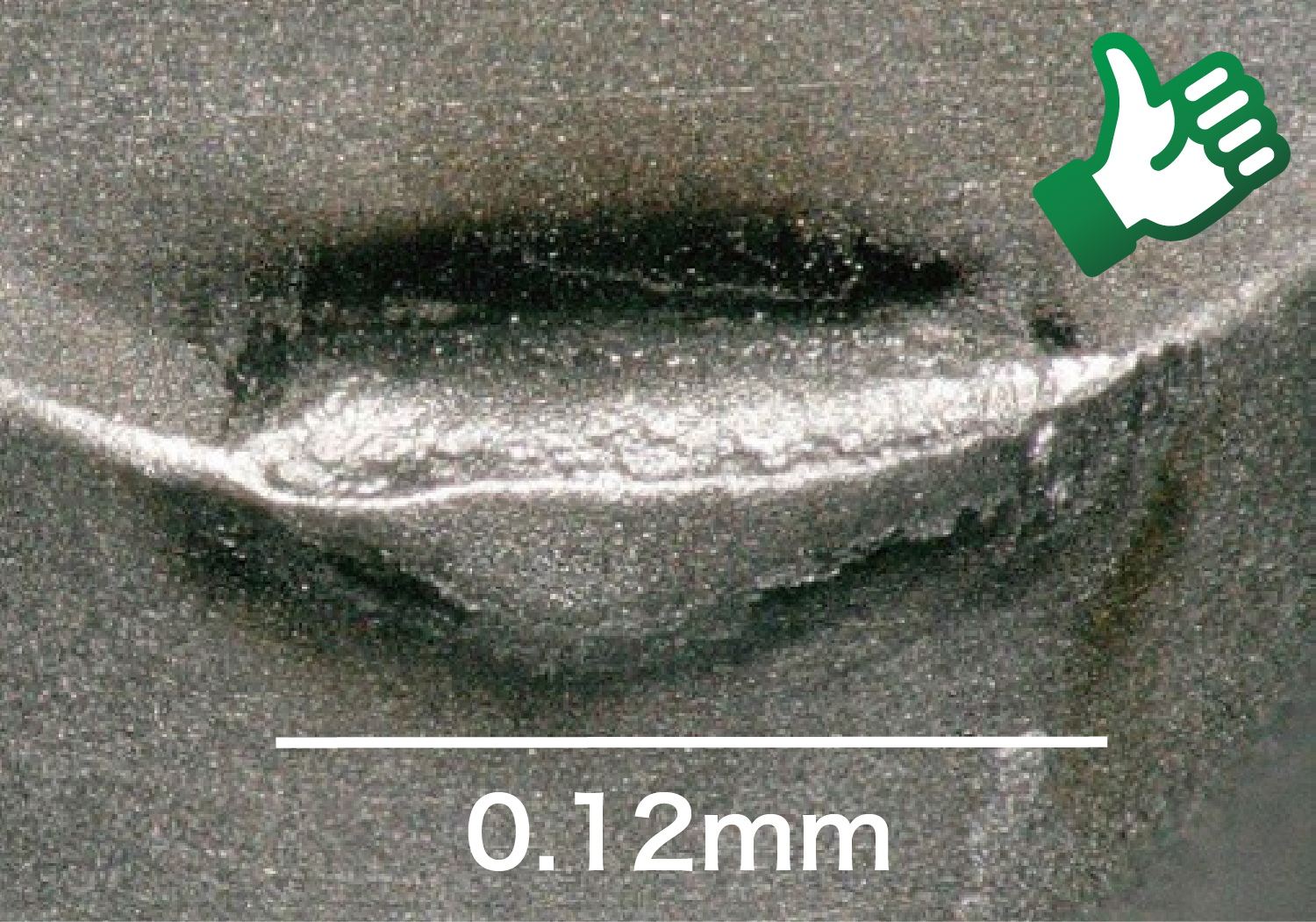
| BK350 |
100 件/角 |
|
| 竞争对手的 CBN |
50 件/角 |
|