
| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
铸铁 刻度车削 |
WET | CP1 | 100 – 300 300 – 1000 | -5.0 – .197 | 0.2 – 0.4 .008 – .016 |
| 铸铁 粗-半精加工车削 |
||||||
| 球墨铸铁 刻度车削 |
||||||
| 球墨铸铁 粗-半精加工车削 |
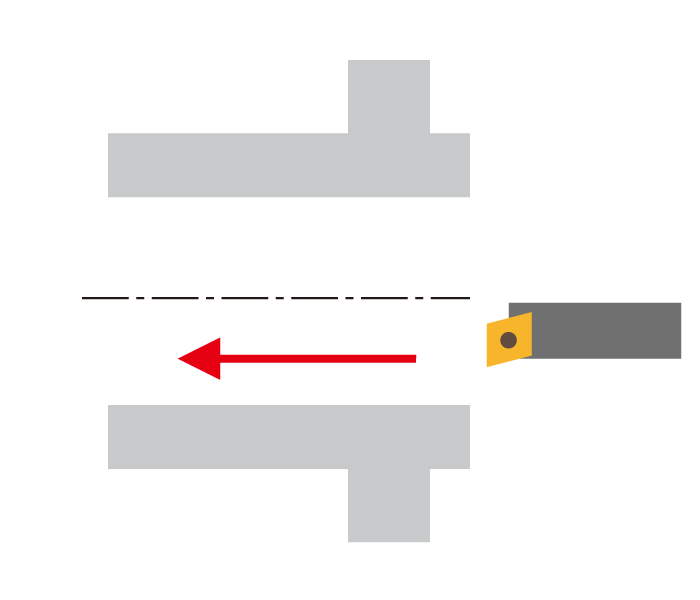
| 外壳部件的内径钻孔 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| CP1 |
110 件/角 |
|
| 竞争对手的 CVD 涂层硬质合金 |
50 件/角 |
|
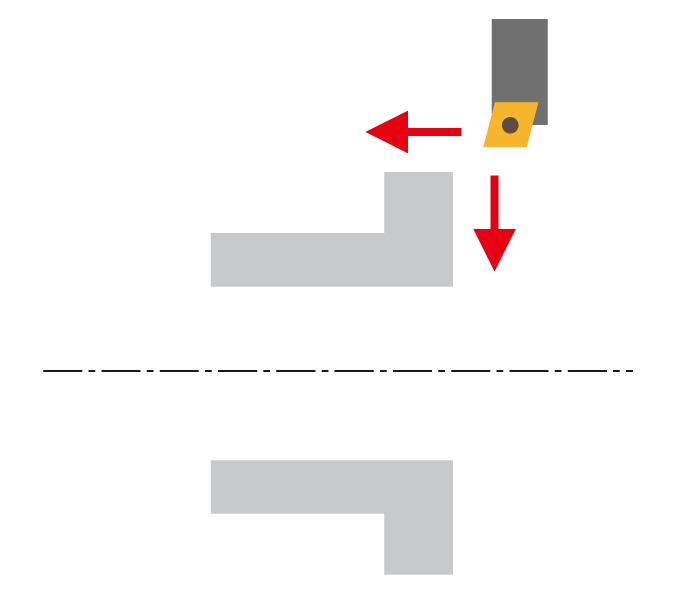
| 水管零件外径加工 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| CP1 |
60 件/角
|
|
| 竞争对手的 CVD 涂层硬质合金 |
8 件/角 |
|