| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
铸铁 粗车 |
DRY/WET | SX6 | 500 – 1200 1600 – 4000 | 0.5 – 3.5 .020 – .140 | 0.3 – 0.6 .012 – .024 |
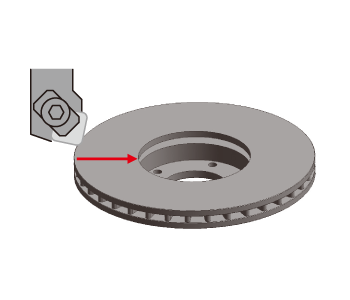
| 制动盘 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| SX6 |
75 件/角
|
|
| 竞争对手的氮化硅 |
50 件/角
|
|
| 铣削应用 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
|
||
| SX6 |
360 件/角
|
|
| 竞争对手的硬质合金刀片 |
260 件/角
|
|