
| 材质分类 | 被加工材料 | 切削油 | 材质 | vc (m/min) (SFM) | ap (mm) (inch) | f (mm/rev) (IPR) |
|---|---|---|---|---|---|---|
 |
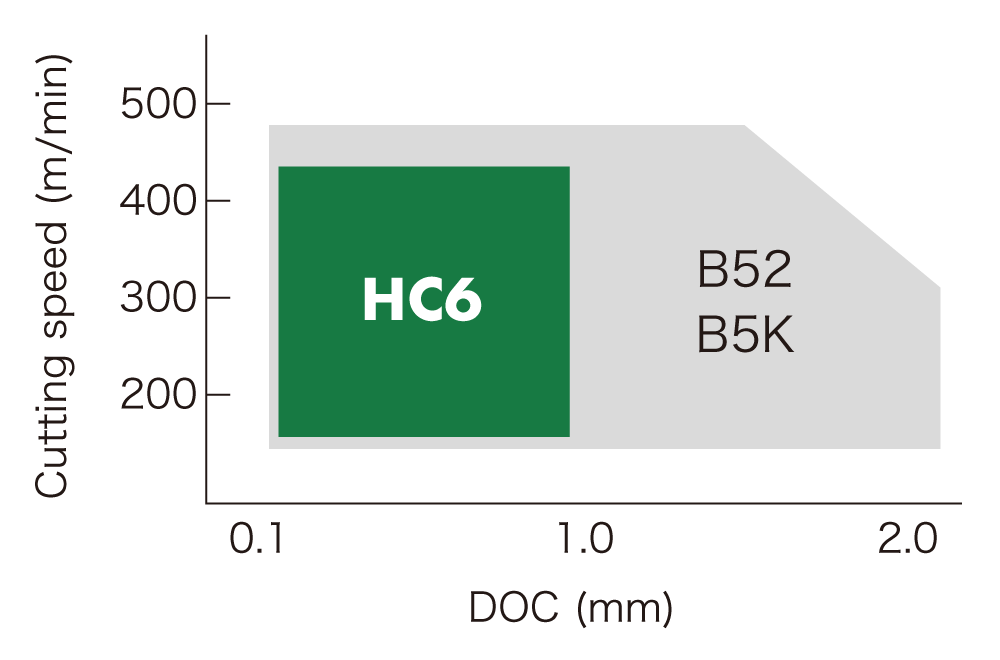
铸铁/球墨铸铁 车削表面处理 |
DRY/WET | HC6 | 400 – 700 1300 – 2300 | 0.5 – 1.5 .020 – .060 | 0.1 – 0.4 .004 – .016 |
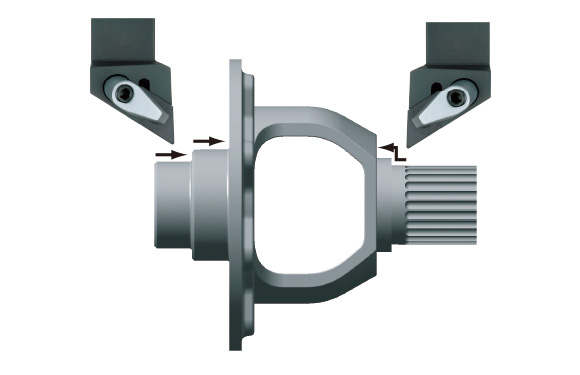
| 差分情况 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC6 |
60 件/角
|
|
| 竞争对手的 CVD 涂层硬质合金 |
30 件/角
|
|
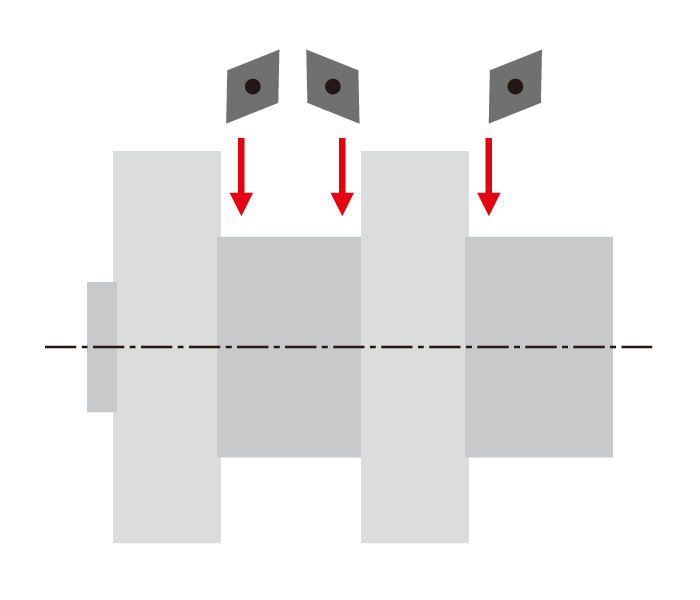
| 凸轮轴 | ||
|---|---|---|
|
 |
|
|
||
|
||
|
||
|
||
| HC6 |
650 件/角
|
|
| 竞争对手的 CVD 涂层硬质合金 |
150 件/角 |
|