用于正面车削操作 | 瑞士数控车床
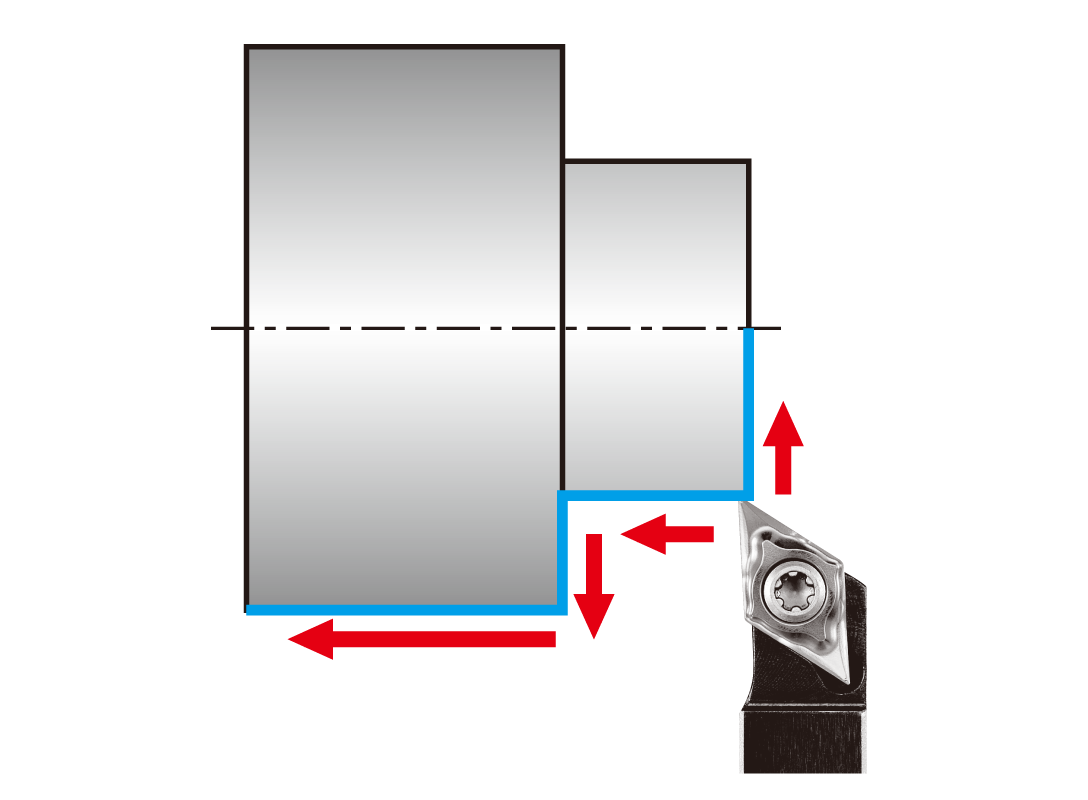
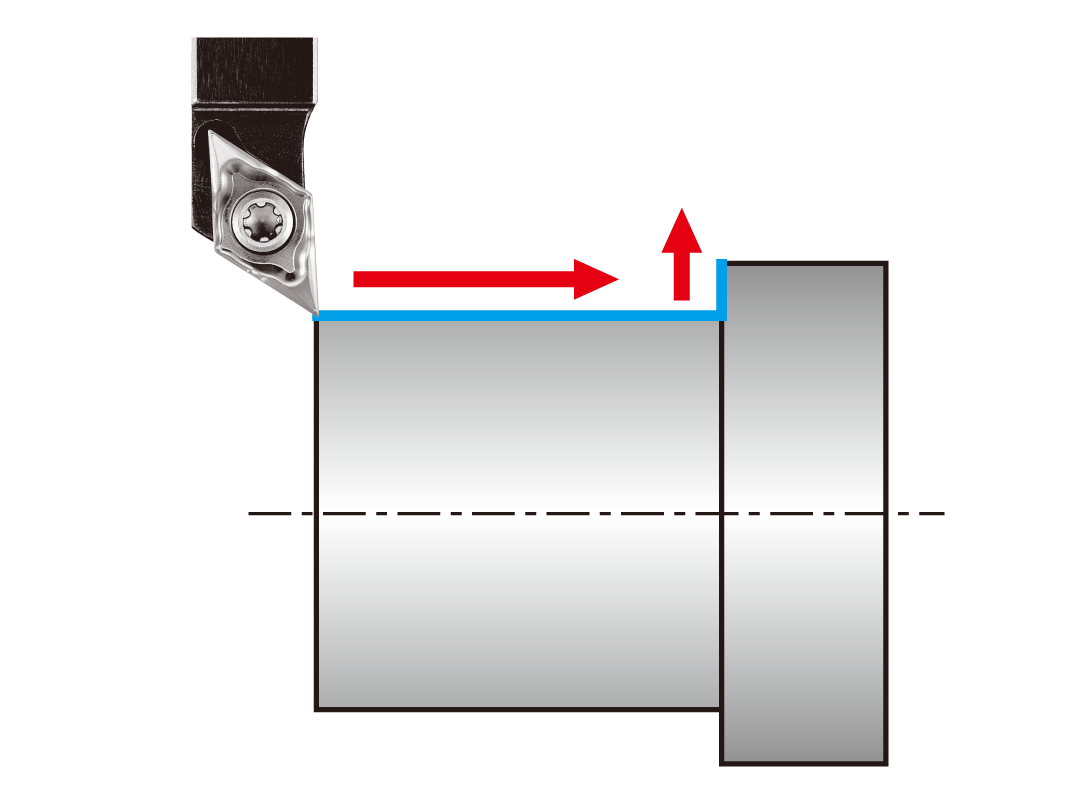
瑞士数控车床前部车削操作
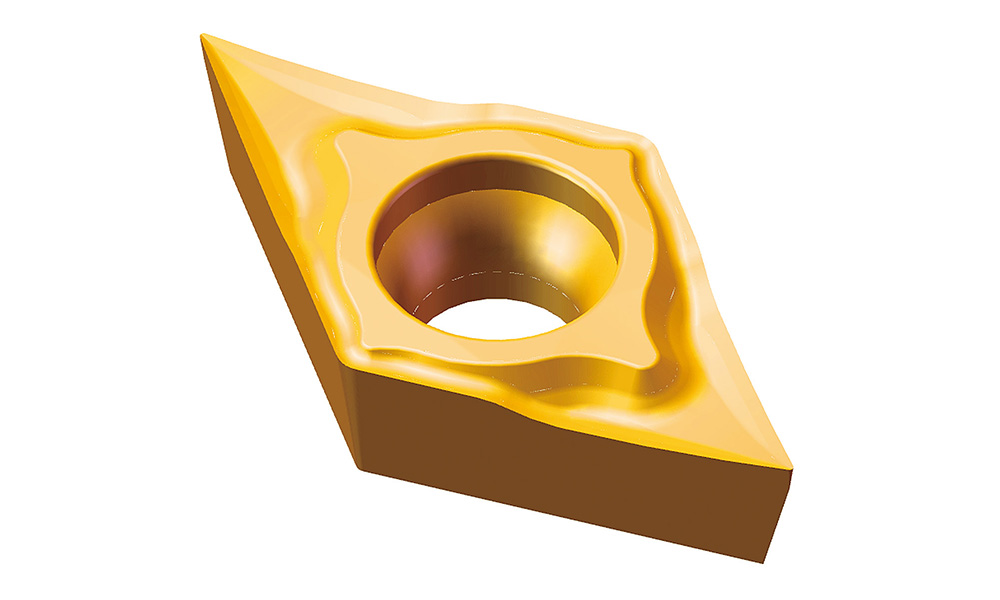
高前角和锋利的切削刃可减少毛刺的形成,提高加工精度
与竞争对手的抛光刀片相比,CL 断屑槽具有更高的尺寸稳定性和良好的表面光洁度。
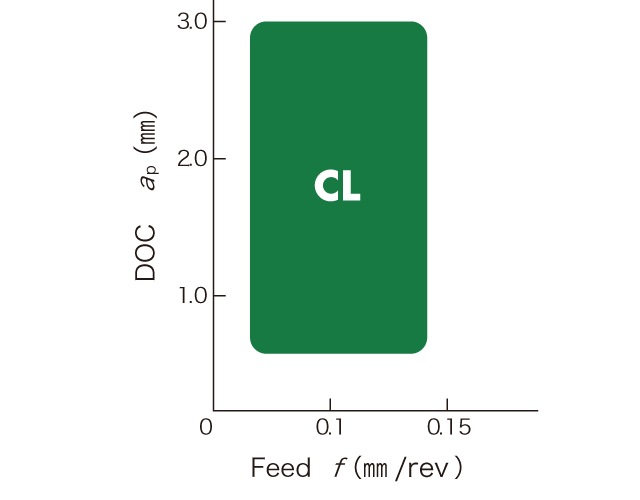
即使在较小的 DOC 下,CL 断屑槽也能实现出色的切屑控制,消除了加工问题。
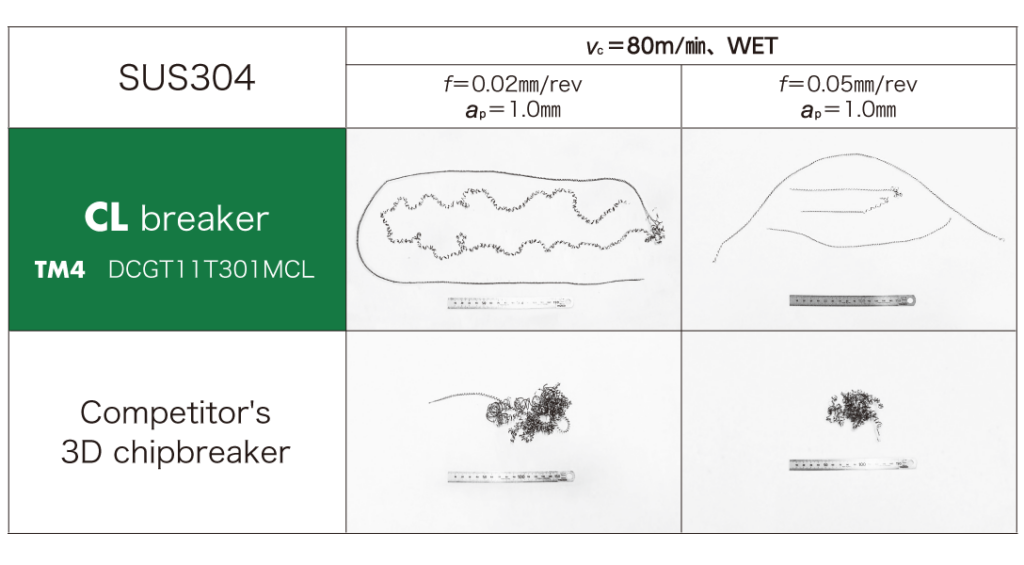
CL 断屑槽实现了工件尺寸的一致性并延长了刀具寿命。稳定的切屑控制消除了使用竞争对手刀片时出现的切屑缠结现象。
有关该产品的更多信息,请访问我们的在线电子目录,或下载目录/产品报告